多弧离子真空镀膜机镀膜膜层不易脱落。由于离子轰击基体产生的溅射作用,使基体受到清洗,启动及加热,既可以去除基体表面吸附的气体和污染层,也可以去除基体表面的氧化物。离子轰击时铲射的加热和缺陷可引起基体的增强扩散效应。多弧离子真空镀膜设备镀膜既提高了基体表面层组织结晶性能,也提供了合金相形成的条件。多弧离子真空镀膜机由于产生良好的绕射性。多弧离子真空镀膜设备镀膜在压力较高的情况下(≧1Pa)被电离的蒸汽的离子或分子在到达基体前的路程上将会遇到气体分子的多次碰撞。多弧离子真空镀膜机镀膜还会在电厂的作用下沉积在具有负电压基体表面的任意位置上。因此,这一点蒸发镀是无法达到的。真空镀膜机电阻式蒸发镀分为预热段、预溶段、线性蒸发段三个步骤。广州ITO镀膜真空镀膜代工
真空镀膜:一种由物理方法产生薄膜材料的技术。在真空室内材料的原子从加热源离析出来打到被镀物体的表面上。此项技术较先用于生产光学镜片,如航海望远镜镜片等。后延伸到其他功能薄膜,唱片镀铝、装饰镀膜和材料表面改性等。如手表外壳镀仿金色,机械刀具镀膜,改变加工红硬性。在真空中制备膜层,包括镀制晶态的金属、半导体、绝缘体等单质或化合物膜。虽然化学汽相沉积也采用减压、低压或等离子体等真空手段,但一般真空镀膜是指用物理的方法沉积薄膜。真空镀膜有三种形式,即蒸发镀膜、溅射镀膜和离子镀。广州ITO镀膜真空镀膜代工蒸发物质的原子或分子以冷凝方式沉积在基片表面。

真空镀膜机塑胶表面处理技巧,不同的塑胶表面处理方法对不同聚合物结构与组分各有影响,因此对塑胶表面处理方法的选择也应基于材料的结构与组分进行。对于低表面能塑胶(35达因),主要靠经验选取。而高表面能塑料,由于本身具有良好的粘接性,因而几乎每一种塑胶表面处理方法都是适用的,可重点根据使用的便利性选取。一般来说,塑胶的表面能越低,需要的处理越多。但是,有些聚合物具有较低的表面能,也可以直接用溶剂粘接,如ABS、PC、PS、AC和PVC等。事实上,AC之所以可以粘接是因为许多丙烯酸粘合剂自身即具有溶剂作用。而对于那些抗溶剂材料,如POM、PPO、PPS以及其他含有苯环的聚合物,通常需要表面氧化处理或打毛。对于粘接更困难的材料如聚胺和聚亚胺通常需要表面蚀刻处理才能粘接。
真空镀膜机镀层之间的结合力主要与以下因素有关:真空镀膜机底镀层的钝化性。越易钝化的镀层,其上镀层的结合力越差。镍是易钝化金属,镀镍过程中断电对间稍长,镍镀层在镀镍液中会发生化学钝化;若未能有效避免双性电极现象(详见第四讲);则作为阳极部分的工件局部更会发生严重的电化学钝化,在镀多县镍时特别应注意。铬比镍更易钝化,所以铬上镀铬必须有良好的活化。铬上镀铬的情况也不少,如:装饰性套铬一次深镀能力差时作二次套铬;为兼顾抗蚀性与耐磨性,在乳白铬(基本无裂纹)上镀硬铬;钼及钼合金电镀要求用镀铬打底等。在一定温度下,真空当中,蒸发物质的蒸气与固体平衡过程中所表现出的压力, 称为该物质的饱和蒸气压。

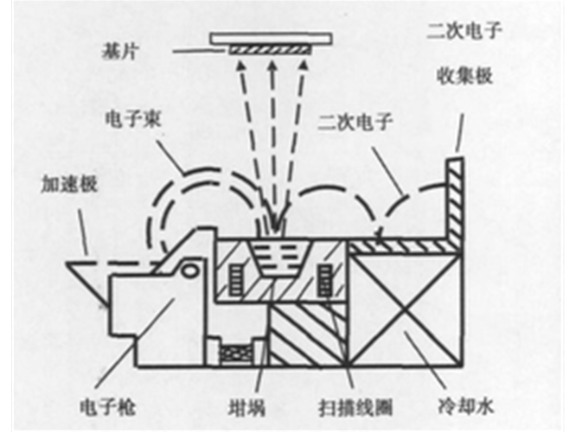
真空镀膜的功能是多方面的,这也决定了其应用场合非常丰富。总体来说,真空镀膜的主要功能包括赋予被镀件表面高度金属光泽和镜面效果,在薄膜材料上使膜层具有出色的阻隔性能,提供优异的电磁屏蔽和导电效果。通过加热蒸发某种物质使其沉积在固体表面,称为蒸发镀膜。这种方法较早由M.法拉第于1857年提出,现代已成为常用镀膜技术之一。蒸发物质如金属、化合物等置于坩埚内或挂在热丝上作为蒸发源,待镀工件,如金属、陶瓷、塑料等基片置于坩埚前方。待系统抽至高真空后,加热坩埚使其中的物质蒸发。蒸发物质的原子或分子以冷凝方式沉积在基片表面。薄膜厚度可由数百埃至数微米。膜厚决定于蒸发源的蒸发速率和时间(或决定于装料量),并与源和基片的距离有关。对于大面积镀膜,常采用旋转基片或多蒸发源的方式以保证膜层厚度的均匀性。从蒸发源到基片的距离应小于蒸气分子在残余气体中的平均自由程,以免蒸气分子与残气分子碰撞引起化学作用。蒸气分子平均动能约为0.1~0.2电子伏。电子束蒸发:将蒸发材料置于水冷坩埚中,利用电子束直接加热使蒸发材料汽化并在衬底上凝结形成薄膜。吉林贵金属真空镀膜工艺
PECVD主要由工艺管及加热炉、推舟系统、气路系统、电气系统、计算机系统、真空系统6大部分组成。广州ITO镀膜真空镀膜代工
真空镀膜机压铸技术用于生产铝、镁、锌、铜基合金铸件,在机械制造行业应用已有多年的历史。这类压铸件是在大气中将金属熔化,然后在高压下将金属熔液注入铸模中而生产的,铸件为净形件或近净形件,铸后略加处理或加工就可以得到终形件,该工艺加工周期短,从金属熔液到净形件的时间通常不到15S。真空镀膜机对钛压铸技术的要求对传统钛合金的完全不同,较重要的是金属熔化室和铸模必须保持高真空,否则,铸件氧含量大,不能满足航空合金的技术条件。真空镀膜机真空压铸钛铸件的方法与标准的压铸工艺一样,只是熔化室/模腔的抽真空时间以及钛合金的熔化时间要延长,真空镀膜机真空压铸工艺采用钛合金单独装料,感应壳式熔炼。这与压铸铝的连铸方法相比,其熔化时间要多耗5分钟。广州ITO镀膜真空镀膜代工