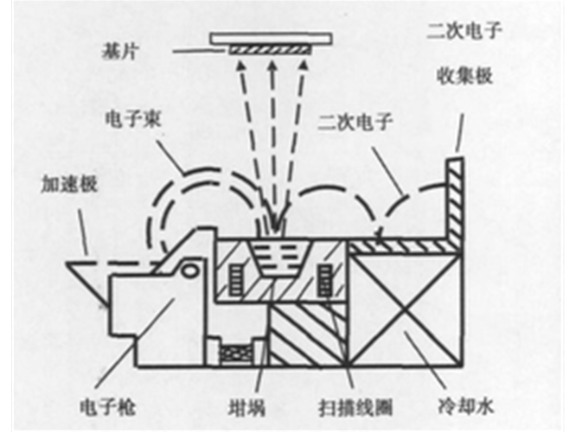
真空镀膜机磁控溅射镀膜是一种先进的表面装饰镀膜技术,在现今得到快速发展,先后出现了二极、三极、磁控和射频磁控溅射镀膜技术等。真空镀膜机磁控溅射镀膜目的在于降低沉积温度,减小接口脆性相,降低反应气体用量,实现自动控制,提高镀层质量。真空镀膜机磁控溅射镀膜还利用其易于调控化学成分的特点在镀层类型和结构上也取得了新的发展。真空镀膜机、真空镀膜设备磁控溅射镀膜技术它的性能比较单一,镀层TiC或者TIN有显着的提高。1978年又在上述镀层的基础上增加了化学稳定性更好的Al2O3镀层,厚度可达10mp,仍具有良好的结合力。目前磁控溅射镀膜能够制备的硬质膜种类达几十种,并能制备三层以上的多层膜和梯度膜。真空镀膜机磁控溅射镀膜技术的主要特征便是溅射沉积技术进一步完善并扩大应用范围,镀膜设备磁控溅射镀膜技术的产生,基础研究开始起步并日益受到重视。电子束蒸发法是真空蒸发镀膜中常用的一种方法。中山反射溅射真空镀膜技术

磁控溅射真空镀膜机是现在产品在真空条件下进行镀膜使用较多的一种设备,一完整的磁控溅射真空镀膜机是由多部分系统组成的,每个系统可以完成不同的功能,从而实现较终的***镀膜,磁控溅射镀膜其组成包括真空腔、机械泵、真空测试系统、油扩散泵、抽真空系统、冷凝泵以及成膜控制系统等等。磁控溅射真空镀膜机的主体是真空腔,真空腔大小是由加工产品所决定,磁控溅射镀膜的大小能定制,腔体一般是用不锈钢材料制作,要求结实耐用不生锈等。磁控溅射镀膜真空腔有许多连接阀用来连接各种辅助泵。磁控溅射镀膜成膜控制系统能采用不同方式,比如固定镀制时间、目测、监控以及水晶震荡监控等。真空镀膜机镀膜方式也分多种工艺,常用的有离子蒸发镀膜和磁控溅射镀膜。磁控溅射方式镀制的膜层附着力强,膜层的纯度高,可以同事溅射多种不同成分的材料,离子蒸发镀膜可以提高膜层的致密性和结合力及均匀性。中山ITO镀膜真空镀膜服务真空镀膜的操作规程:在离子轰击和蒸发时,应特别注意高压电线接头,不得触动,以防触电。

真空镀膜机LR抗反射光学膜适用高阶LCDTV机种,LR抗反射光学主要应用在笔记本电脑(NB)、LCDMonitor及LCDTV等大尺寸LCD面板上,由于该类产品多在室内使用,故一般反射率约在1%,高于AR型光学膜。也因如此,LR型光学膜结构较简单,大致包括TAC光学膜、硬膜涂布层、LR层,成本也较AR型低。真空镀膜机抗反射光学膜在LCD显示器中或许是非musttohave的零组件,然在未来小尺寸LCD面板所对应终端应用产品多样化,加上可携式的便利性,在外使用时间将更为长久,为提高LCD显示器于户外的可视性,预估将能提高AR光学膜在中小尺寸LCD面板中被采用比重;而大尺寸LCD显示器方面,若LR光学膜在不增加太多成本的条件下,能提升表面硬度、耐刮性、及抗眩功能等,预估其被采用面积也将能有所提升。
蒸发物质的分子被电子碰撞电离后以离子沉积在固体表面,称为离子镀。这种技术是D.麦托克斯于1963年提出的。离子镀是真空蒸发与阴极溅射技术的结合。一种离子镀系统[离子镀系统示意图],将基片台作为阴极,外壳作阳极,充入惰性气体(如氩)以产生辉光放电。从蒸发源蒸发的分子通过等离子区时发生电离。正离子被基片台负电压加速打到基片表面。未电离的中性原子(约占蒸发料的95%)也沉积在基片或真空室壁表面。电场对离化的蒸气分子的加速作用(离子能量约几百~几千电子伏)和氩离子对基片的溅射清洗作用,使膜层附着强度较大提高。离子镀工艺综合了蒸发(高沉积速率)与溅射(良好的膜层附着力)工艺的特点,并有比较好的绕射性,可为形状复杂的工件镀膜。真空镀膜所采用的方法主要有蒸发镀、溅射镀、离子镀、束流沉积镀以及分子束外延等。

现代镜头上的镀膜大而化之可以分成两种,一种叫增透膜,是增加光线透过率的,而另一种镀膜则是改变镜头的色彩光谱透过特性的,比如一支镜头种某一片镜片所用的光学材料虽然折射率等等指标比较好,但却存在偏黄现象,那就给它镀上一层光谱遮断膜,把偏色纠正回来(宾得那仨公主都使用高折射玻璃,因此都有些略微偏黄),而现在镀膜技术的发展已经可以补偿一些较为廉价的光学材料的不足之处,镜头的设计已经不必像过去一样使用昂贵的特殊配方光学玻璃来完成,所以新的镜头一般都是在每个镜片的空气接触面上都有多层镀膜的,这也从另一方面凸显了镀膜对于镜头的重要作用。如今镀膜机在光学镜片上的应用,我们一般称为光学真空镀膜机或者光学镜片镀膜机。在一定温度下,真空当中,蒸发物质的蒸气与固体平衡过程中所表现出的压力, 称为该物质的饱和蒸气压。山西等离子体增强气相沉积真空镀膜加工厂商
真空镀膜机真空压铸是一项可供钛铸件生产厂选用,真空镀膜机能提高铸件质量,降低成本的技术。中山反射溅射真空镀膜技术
真空镀膜机在韧性较好的刀具(刀片)基体上进行表面涂层,涂覆具有高硬度、高耐磨性、耐高温材料的薄层(如TiN、TiC等),使刀具(刀片)具有周全、良好的综合性能。未涂层高速钢的硬度只为62~68HRC(760~960HV),硬质合金的硬度只为89~93.5HRA(1300~1850HV);而涂层后的表面硬度可达2000~3000HV以上。①由于表面涂层材料具有比较高的硬度和耐磨性,且耐高温。故与未涂层的刀具(刀片)相比,涂层刀具允许采用较高的切削速度,从而提高了切削加工效率;或能在相同的切削速度下,提高刀具寿命。②由于涂层材料与被加工材料之间的摩擦系数较小,故涂层刀具(刀片)的切削力小于未涂层刀具(刀片)。③用涂层刀具(刀片)加工,零件的已加工表面质量较好。④由于涂层刀具(刀片)的综合性能良好,故涂层硬质合金刀片有较好的通用性,一种涂层硬质合的刀片具有较宽的使用范围。中山反射溅射真空镀膜技术