热流道模具设计需考虑加热布局、隔热结构、冷却配合,避免模温不均影响产品。流道直径、喷嘴数量、浇口位置依据产品大小与型腔排列优化,兼顾填充效率与温控精度。合理的模具结构降低热应力,延长模具与热流道系统寿命。小型精密件如连接器、齿轮、卡扣等,对浇口与尺寸要求严苛,热流道点浇口直径小、痕迹浅,无需后加工。...
针阀基本参数
- 品牌
- 上海垚塑热流道
- 型号
- 非标定制
- 成型工艺
- 转移成型模,旋转成型模,热成型模,注射模,压注模,压缩模,塑封模
- 工序组合类型
- 级进模/连续模,单工序模,复合模
- 溢料
- 半溢式压缩模,不溢式压缩模,溢式压缩模
- 浇注系统
- 绝热流道模,热流道模,无流道模,温流道模
- 型腔数目
- 多型腔,单型腔
- 质量体系
- ISO9001
- 加工定制
- 是
- 加工设备数量
- 20台
- 加工能力
- 2000套/年
- 模具寿命
- 100万次
- 模具材质
- s136
- 外形尺寸
- 1200*800
- 重量
- 1-15
- 主要加工设备
- 马扎克 数控车床 普车
- 产地
- 江苏
- 厂家
- 上海垚塑热流道
- 适用范围
- 日用品,工艺品,家电,汽车,电子,医疗,仪表,食品,手机,餐具,鞋业
- 模具分型面数目
- 一个,两个,三个,多个
针阀企业商机
热流道节能效益突出,省去冷流道废料破碎、烘干、回收环节,降低能耗与人工成本。恒温输送减少注塑机锁模力与注射压力,设备负荷降低,能耗同比下降15%—30%,符合绿色制造与双碳目标,是注塑行业节能增效的重要技术路径。热流道与冷流道选型**看产量、精度、材料与成本:大批量、高精度、高值材料选热流道;小批量、低价材料、简易件选冷流道。热流道前期投入高,但长期回本快、综合成本低,是规模化制造的推荐。自动化生产趋势下,热流道与机械手、输送带无缝衔接,实现上料、注塑、顶出、检测全流程无人化。无凝料设计省去取料与剪浇口工序,节拍更稳定,适合24小时连续量产,提升工厂智能化水平与综合竞争力。热流道系统通过无废料、快循环、稳质量,实现注塑生产的高效与经济。多腔针阀销售电话

温度控制系统是热流道系统稳定运行的**,相当于整个系统的“大脑”,其控温精度直接决定注塑产品的质量一致性。现代热流道温控箱采用先进的PID调节算法,具备多区**控温、快速响应、自动补偿、超温报警、断电保护等功能,温控精度可达±1℃以内,能够精细维持熔体所需的比较好温度。温控系统实时采集加热元件与流道区域的温度数据,快速调整输出功率,避免局部过热导致材料降解,或温度不足造成填充困难、压力波动。**温控箱还支持数据存储、参数锁定、远程监控等功能,可适配PEEK、LCP、PA66+GF等高温工程塑料的长时间连续生产,有效降低人工操作误差,提升生产过程的稳定性与安全性。塑胶针阀缩短成型周期,减少废料与后处理,降低综合生产成本。
温控系统的精细性是开放式热流道保障产品质量的**。现***放式热流道普遍配备多区**温控系统,采用PID智能算法进行实时调节。温控精度通常控制在±1℃以内,这意味着每个加热区域的温度都能根据熔体状态进行快速补偿。在生产过程中,当注塑机注射动作开始时,温控系统能迅速响应压力变化带来的热效应,保证熔体黏度恒定;当注射结束进入保压阶段时,系统又能精细维持温度,确保塑件尺寸稳定。对于需要长时间连续运转的生产线,稳定的温控曲线避免了因温度波动导致的产品色差、流纹、缩水等一系列缺陷,是实现批量生产良品率99%以上的重要保障。
开放式热流道在绿色制造与节能减排方面贡献突出。首先,其零废料特性直接减少了塑料原料的浪费,对于价格高昂的工程塑料,这一节约尤为明显。其次,高效的隔热设计减少了热能浪费,降低了工厂的整体能耗。再次,省去了流道废料破碎、烘干、回收等辅助工序,减少了相关电力消耗、设备磨损和人工投入。在当前国家倡导“双碳”目标及环保政策趋严的背景下,开放式热流道通过提升资源利用率、减少能源消耗和废弃物排放,符合可持续发展的产业方向。对于注塑企业而言,采用热流道不仅是技术升级,更是履行社会责任、提升企业社会形象的重要举措。工艺调整简单,更换产品时只需微调温度参数,无需大改模具,灵活度高。
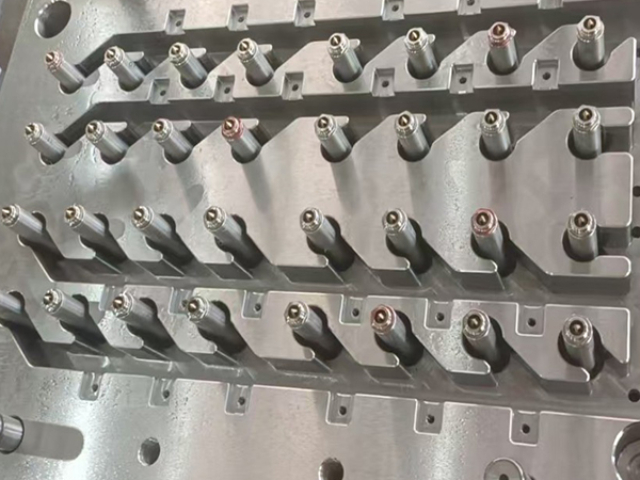
1. 热流道系统是现代注塑成型工艺中不可或缺的精密温控输送系统,其**作用是在注塑机喷嘴至模具型腔之间构建一条持续加热的流道通道,使塑料熔体在整个输送过程中始终保持熔融流动状态,从根本上消除传统冷流道产生的料柄废料,实现无废料、高效率的连续生产。热流道系统主要由分流板、热喷嘴、加热元件、温度控制系统、密封隔热组件等部分组成,各部件协同工作,保证熔体温度均匀、压力稳定、流动顺畅。与冷流道相比,热流道可***缩短成型周期、提升产品尺寸精度、减少熔接痕与缩痕等缺陷,特别适合大批量、高精度、高附加值塑件的生产制造,已广泛应用于汽车、电子、家电、医疗、包装等多个重要制造领域,成为衡量模具技术水平与生产效率的关键指标。适合薄壁、常规厚度塑件生产,适配多种产品结构,满足多元化加工需求。多腔针阀销售电话
生产过程无废料堆积,改善车间作业环境,打造整洁规范的生产空间。多腔针阀销售电话
热流道系统标准化与定制化并行,标准件性价比高、交期快,适合通用产品;定制化按模具与产品专属设计,适配异形件、多浇口、特殊材料,满足高端定制化制造需求,兼顾通用性与专业性。注塑厂升级热流道可快速提升产能、降本增效,减少废料处理、人工后处理与不良品损耗,缩短交付周期。稳定的成型质量降低客户投诉,提升工厂口碑与市场竞争力,是传统注塑向现代制造转型的关键一步。未来热流道将融合物联网、大数据与AI技术,实现远程监控、故障预警、参数自优化,向更智能、更节能、更精密方向发展。随着制造业升级,热流道将从**选配变为行业标配,持续推动注塑成型技术革新与产业高质量发展。多腔针阀销售电话
与针阀相关的文章



与针阀相关的新闻
-
安徽针阀售后 2026-05-25 03:12:42温控系统的精细性是开放式热流道保障产品质量的**。现***放式热流道普遍配备多区**温控系统,采用PID智能算法进行实时调节。温控精度通常控制在±1℃以内,这意味着每个加热区域的温度都能根据熔体状态进行快速补偿。在生产过程中,当注塑机注射动作开始时,温控系统能迅速响应压力变化带来的热效应,保证熔体黏...
-
模具针阀原因 2026-05-24 07:11:46针阀式热流道运行稳定性强,整体结构精密耐用,阀针、喷嘴等**部件选材质量,耐高温、耐磨损,长期高负荷作业不易损坏。驱动装置运行平稳,阀针行程精细可控,无卡顿、偏移问题,故障发生率极低,能保障生产线长期稳定作业,减少停机维修频次。日常维护针对性强,只需定期清洁流道、检查部件损耗、校准温控参数,即可保持...
-
YUDO针阀电话 2026-05-24 15:10:33针对不同类型的注塑产品,针阀式热流道展现出独特的技术解决方案。在薄壁注塑领域,针阀式系统的高速、精细开闭能力可以实现快速填充和瞬间切断,有效避免了薄壁件在填充过程中的熔体冷却和缺料问题,同时减少了内应力。在叠层模具中,针阀式系统能轻松实现上下两层模具的**时序控制,保证生产平衡。在多色、多物料注塑中...
-
2点针阀针阀推荐厂家 2026-05-24 16:10:05热流道出现漏胶,需先停机降温,排查漏胶位置,再针对性处理,避免故障扩大。若为喷嘴与模具贴合处漏胶,多因接触面磨损、密封不良,需清理残胶,检查密封面平整度,磨损严重则更换配件,重新精细安装。分流板漏胶,多是密封垫老化、损坏或安装错位,及时更换全新密封垫,确保安装到位、压紧贴合,防止熔体渗漏。温控异常导...
与针阀相关的问题