- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
通过实施物联网预测性维护,可以帮助企业减少停机时间,进而避免一系列损失。据Oneserve称,有缺陷的机器使英国制造商损失了3%的工作日,每家企业平均每年损失31,000英镑。该报告还指出,四分之三的英国制造商将设备维护外包,每家企业平均每年花费120,000英镑。损失的业务和维护成本是停机*明显的后果,但并不是**的后果。Oneserve提供的数字令人担忧,但更令人担忧的是Aberdeen的**研究结果,据该研究称,70%的企业不知道他们的设备何时需要维护,80%的企业无法计算一小时的停机时间会给他们的业务造成多少损失。然而,作为20%了解停机真正成本中的一员,企业将在竞争中获得巨大优势,因为这种知识使他们能够根据有形的事实和数字来规划投资,而不是凭直觉。例如,管理人员可能不愿意投资10万英镑来每天节省10分钟的停机时间。但如果我们确定停机时间使公司每小时损失24000英镑,那么这10分钟就值4000英镑,并且*初的投资将在25天内收回。有形成本企业的真实停机成本(TDC)是生产暂停期间持续的所有成本以及解决问题所需资源的总和。这些包括生产力损失、固定成本(如劳动力和公用事业、更换零件、维护),但也包括商业机会的损失和客户信任的丧失。能够收集设备的运行数据、维护记录、成本数据等,为管理层提供数据支持。工厂设备管理系统应用
智能化设备管理系统的应用为企业创造了价值:运维效率提升某汽车制造厂的应用案例显示,通过预测性维护系统,设备故障预警时间平均提前72小时,非计划停机减少60%。某石化企业采用智能诊断系统后,关键设备的平均修复时间(MTTR)缩短了45%。经济效益***某飞机制造商的实践表明,通过优化备件库存管理,库存周转率提升35%,减少资金占用约8000万元。某半导体工厂的设备健康管理系统,帮助其延长关键设备使用寿命20%,节省设备更新费用超亿元。生产质量改善某精密制造企业通过设备状态监控,将加工精度波动控制在±0.01mm以内,产品合格率提升3.2个百分点。某食品企业的案例显示,设备参数稳定性与产品质量呈***正相关。甘肃智能设备管理系统设备管理系统可以对多信息进行维护、加工、储存、传输、收集。

以某大型制造企业为例,该企业引入了数字化的设备管理系统,对其生产线上的关键设备进行了智能化升级。通过安装系统的实际运用,企业能够实时监测设备的运行状态和性能指标。同时,系统还会根据设备运行情况生成维护计划,提醒管理人员及时进行维修和保养。在实施数字化管理方式后,该企业发现设备的故障率明显降低,设备的整体运行效率和使用寿命得到提升。具体来说,某台关键设备在实施数字化管理前,平均每年需要维修3次,而在实施后,该设备在过去两年内只维修过1次。这不只减少了企业的维修成本,还提高了设备的可用性和生产效率。此外,通过数据分析,企业还发现了一些设备运行中的潜在问题。针对这些问题,企业及时调整了设备的运行参数和维护计划,进一步提高了设备的稳定性和使用寿命。据统计,引入数字化管理方式后,该企业的设备平均使用寿命延长了20%以上。三、结论数字化管理方式为企业延长设备与其他固定资产的使用寿命提供了有效的解决方案。通过实时监测、数据分析和预防性维护等手段,企业可以更好地管理设备,提高设备的运行效率和使用寿命。
在工业发展历程中,设备管理理念经历了从被动应对到主动预防的深刻变革。这种转变不仅是技术进步的必然结果,更是企业管理思维的一次重大飞跃。全生命周期主动管控的理念:全生命周期主动管控了一种全新的管理范式:在时间维度上,它覆盖设备从选型设计、采购安装、运行维护到报废处置的全过程。某半导体企业甚至将管理触角前伸至设备选型阶段,通过数字孪生仿真提前评估设备适用性。在管理维度上,它实现了三个转变:从经验判断到数据驱动,从单点维修到系统优化,从成本中心到价值中心。某风电运营商通过这一转变,将风机可利用率从92%提升至98%,年发电量增加5.8%。自定义点检项目,移动端勾选录入,自动生成带签名的点检报告。
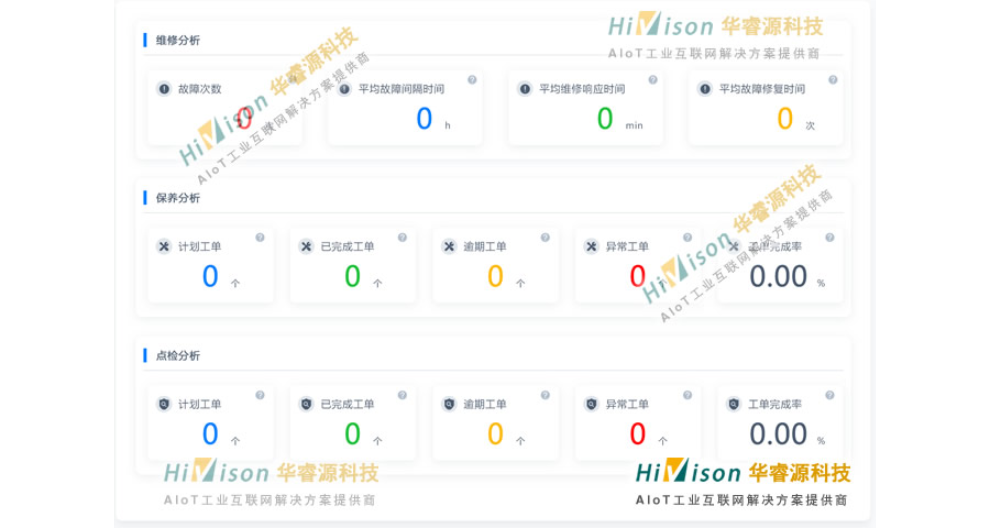
随着制造业智能化、自动化的不断发展,企业对生产设备等资产的管理与运维需求日益增加。在这一背景下,设备全生命周期管理系统以其智能的特点,成为企业资产管理与运维的新选择。一、打破传统,智慧运维新潮流传统的资产管理与运维模式往往依赖于人工操作,效率低下且难以对设备进行实时监控和预测性维护。而设备全生命周期管理系统通过集成物联网(IoT)、大数据、云计算等技术,实现了对设备从采购、安装、运行、维护到报废的全生命周期管理,打破了传统运维模式的局限。二、实时监控,确保设备稳定运行设备全生命周期管理系统能够实时采集设备的运行状态数据,并通过数据分析,预测设备的潜在故障。这使得企业能够提前进行预防性维护,避免设备故障导致的生产中断和损失。同时,设备全生命周期管理系统还能提供设备故障的快速定位功能,帮助企业确保设备的稳定运行。三、集成化管理,优化资源配置设备全生命周期管理系统通过集成化管理,将所有设备的运行数据和信息整合在一个平台上,实现设备的集中监控和管理。这使得企业能够了解设备的运行状况,优化资源配置,提高设备的利用率。延长设备使用寿命,减少紧急采购和停机损失。成都生产设备管理系统研发
通过对设备数据的深入分析,企业可以评估设备的性能表现,识别改进空间,制定优化策略。工厂设备管理系统应用
使用后的益处:优化资产价值:设备全生命周期管理确保设备在整个寿命内保持**运行,大限度地提升资产的价值。通过精细化管理,企业能够延长设备使用寿命,推迟资产更换的需求。降低成本:预防性和预测性维护能够减少维修成本和生产中断,从而降低整体运营成本。此外,通过优化备件库存和采购计划,企业能够减少占用,提高利用效率。提高生产效率:设备的**运行能够确保生产线不受意外故障的影响,从而提高生产效率。同时,通过实时监控和数据分析,企业能够及时发现并解决潜在问题,保障生产的连续性和稳定性。更好的预算规划:设备全生命周期管理允许企业更准确地预测设备维护和更换的成本,有助于更好地规划预算。系统提供的数据支持使得企业在决策过程中更加科学、合理。综上所述,设备全生命周期管理系统适用于多种类型的企业,并在优化资产价值、降低成本、提高生产效率和预算规划等方面带来益处。通过具体案例的展示,我们可以更加直观地看到该系统在企业实际运营中的重要作用。工厂设备管理系统应用

同时可以同步建立设备台账,对设备采购、变动等管理提供审批功能,从而建立全覆盖的设备申购、调试验收、使用、维护、维修、备件备品管理、以及更新直至报废等全过程动态管理,保障企业生产稳定运行。麒智设备管理系统软件三维架构图麒智设备管理系统软件整体架构介绍详情>>设备管理系统特点在线留言麒智科技为了使设备管理软件更好地服务客户,设计的产品基于六大特点进行开发实施,即设备管理系统特点表现出强大的全程动态管理性能,能够覆盖设备选型、安装、计划、维护、修复、分析和报废等环节,提供故障维修、预防维修以及状态维修等各种维护模式,以维护任务的计划、提交、审批、执行和分析为业务主线,***集成采购、库存、维护...
- 工厂设备管理系统应用 2026-05-09
- 生产设备管理系统技术 2026-05-08
- 成都在线设备管理系统厂商 2026-05-07
- 成都通用设备管理系统搭建 2026-05-07
- 四川车间设备管理系统平台 2026-05-06
- 甘肃生产设备管理系统 2026-05-05
- 青岛物联网设备管理系统 2026-04-17
- 青岛设备管理系统开发 2026-04-17
- 青岛起重设备管理系统 2026-04-17
- 山东设备管理系统app 2026-04-16


- 仓储设备管理系统生命周期 2026-04-15
- 辽宁实验设备管理系统 2026-04-14
- 青岛煤矿设备管理系统 2026-04-14
- 甘肃设备管理系统 2026-04-01
- 陕西建筑设备管理系统 2026-04-01
- 安徽设备管理系统app 2026-03-31




- 上海企业能耗管理系统平台 05-08
- 临沂能源管控系统 05-07
- 成都在线设备管理系统厂商 05-07
- 成都通用设备管理系统搭建 05-07
- 临沂专业的能源管控系统报价 05-06
- 四川车间设备管理系统平台 05-06
- 机电安装设备全生命周期管理系统 05-06
- 甘肃生产设备管理系统 05-05
- 青岛点检设备全生命周期管理系统功能 05-05
- 上海工厂能源管理报价 05-05