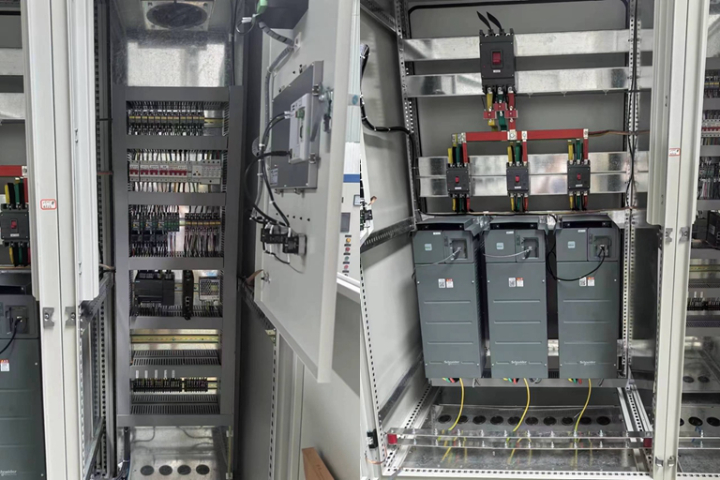
控制柜的内部结构遵循“功能分区、强弱分离”的原则,通常分为电源区、控制区与输出区。电源区位于柜体顶部,包含进线断路器、滤波器及变压器,负责将外部电源转换为设备所需电压等级,并通过滤波器消除电网干扰;控制区位于中部,是PLC、HMI(人机界面)、中间继电器等中心元件的集中区域,通过导轨安装实现模块化组合,便于后期扩展与维护;输出区位于底部,包含接触器、热继电器及端子排,负责将控制信号转换为执行机构的动作指令,并通过端子排实现外部设备连接。布线方面,强电线路(如电机电源线)采用粗线径电缆,沿柜体两侧走线槽固定;弱电线路(如传感器信号线)则使用屏蔽线缆,通过扎带捆扎并远离强电区域,以减少电磁干扰。此外,柜内预留20%-30%的冗余空间,为未来元件增设或线路改造提供便利。我们的控制柜在无锡祥冬电气科技有限公司经过多次改进,性能更稳定。湖南推广控制柜非标定制

控制柜是工业自动化与电气控制领域的中心设备,集成了电源分配、信号处理、设备驱动及保护功能于一体。其中心作用在于将分散的电气元件(如断路器、接触器、PLC、变频器等)集中安装于封闭或半封闭的金属柜体中,通过标准化布线实现系统化控制。控制柜不仅为元件提供物理防护,避免灰尘、潮湿及机械损伤,还通过模块化设计简化了故障排查与维护流程。在工业场景中,控制柜可根据功能划分为动力柜、配电柜、PLC控制柜等类型,分别承担电力分配、信号转换及逻辑运算等任务。例如,在自动化生产线中,PLC控制柜通过接收传感器信号并输出控制指令,实现机械臂的精细动作与多设备协同。其设计需兼顾安全性与扩展性,通常采用分层结构:底层为电源输入与保护模块,中层为控制单元,顶层为人机交互界面。随着工业4.0的发展,现代控制柜正逐步融入物联网技术,通过远程监控与数据分析优化运行效率,成为智能工厂的“神经中枢”。贵州废气控制柜规格尺寸在医疗设备中,电气柜的高精度温控功能保障仪器稳定运行与数据准确。
为确保控制柜长期稳定运行,定期的预防性维护和保养必不可少。维护工作主要包括:定期断电(在安全前提下)清洁柜内外灰尘,特别是散热风扇和空调过滤网的清洁,以保证良好的散热效果;检查并紧固所有电源端子和控制接线,防止因振动导致的松动和发热;观察元器件是否有肉眼可见的损坏,如电容鼓包、烧焦痕迹、继电器触点磨损等;使用万用表、钳形表等工具测量关键点的电压、电流是否在正常范围内;检查备用电池(如PLC的RAM电池)的电量。详细的维护记录应被保存下来,形成设备健康档案,这对于追踪设备状态和规划备件采购极具价值。
根据功能需求,控制柜可分为多种类型,如配电控制柜、PLC控制柜、变频控制柜、伺服控制柜和防爆控制柜等。配电控制柜主要用于电力分配和电路保护,常见于变电站和厂房供电系统;PLC控制柜适用于自动化生产线,通过编程实现复杂的逻辑控制;变频控制柜用于电机调速,节能效果明显,广泛应用于风机、水泵等设备;防爆控制柜则用于易燃易爆环境,如石油、化工行业。不同应用场景对控制柜的防护等级、散热性能和抗干扰能力有不同要求,因此在选型时需综合考虑环境因素和负载特性。在控制柜中,PLC和变频器等设备的合理配置,可以实现更高效的自动化控制。

农业温室的控制柜将环境控制与物联网技术相结合,通过手机 APP 就能远程调节各项参数。内部的 CO₂浓度传感器会根据作物生长阶段自动控制气阀开度,在光合作用旺盛的正午时段,将浓度提升至 800ppm 以促进生长。光照控制模块会根据不同作物需求,自动调节补光灯的光谱和照射时长,生菜种植模式下蓝光比例会提高 20%。柜内的土壤墒情监测单元通过埋设在田间的传感器,精确控制滴灌系统的启停,比传统灌溉方式节水 50% 以上。系统还具备故障自诊断功能,能自动识别传感器故障并切换至备用通道。优良品质控制柜,就选无锡祥冬,精细控制不发愁。贵州废气控制柜规格尺寸
高性能控制柜助力提升生产效率,创造更大价值。湖南推广控制柜非标定制
控制柜的维护策略分为预防性维护与预测性维护两类。预防性维护基于时间或运行次数制定计划,例如每季度清理柜内灰尘、检查端子紧固度,每年更换老化元件(如电容、风扇)。预测性维护则通过传感器实时监测柜内温度、振动及绝缘电阻等参数,结合大数据分析预测故障发生概率。例如,某汽车工厂焊装线控制柜安装了温度传感器与振动传感器,当柜内温度连续3小时超过55℃或振动加速度超过0.3g时,系统自动触发预警,提示运维人员检查风扇或减震装置。故障诊断需结合电气原理图与现场现象综合分析。常见故障包括电源故障(如断路器跳闸)、控制故障(如PLC输出无信号)及通信故障(如Modbus总线中断)。诊断流程通常为:先检查电源指示灯与HMI显示状态,确认供电是否正常;再通过万用表测量关键点电压(如24V DC),定位断路或短路位置;很终利用PLC编程软件(如STEP 7)查看故障代码,结合程序逻辑分析控制逻辑错误。例如,某注塑机控制柜出现“模板不动作”故障,经检查发现热继电器动作,进一步分析为电机过载,很终通过调整加减速时间参数解决问题。湖南推广控制柜非标定制


