在自动化与智能化方面,佰宏生物质气化炉处于行业前沿水平。其智能控制系统依托物联网与大数据技术构建,通过在设备各处布置的传感器网络,实时采集温度、压力、流量、气体成分等海量关键数据,并迅速传输至控制平台。控制平台运用先进的数据处理算法与模型,对系统运行状态展开准确分析与预测。例如,能依据原料特性与实时工况,自动优化气化炉的各项操作参数,确保能源转化效率始终维持在较高水平。系统还具备远程监控与诊断功能,技术人员借助手机或电脑终端,随时随地都能查看设备运行情况,一旦出现故障预警,可迅速响应并提供详细的故障解决方案。 生物质气化炉可利用林业剩余物,实现资源的循环利用。新余本地生物质气化炉有哪些
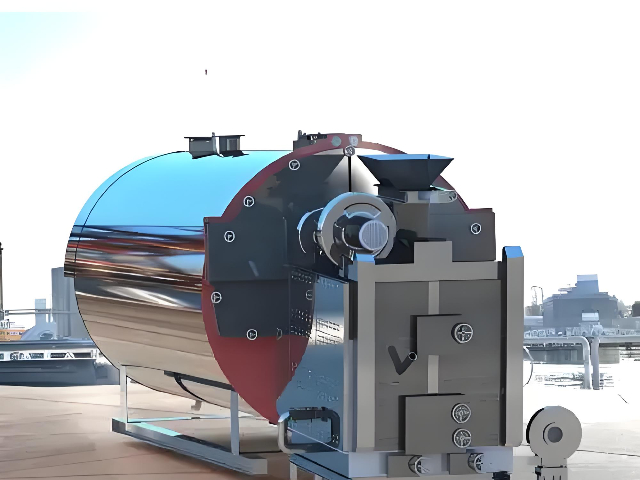
佰宏新能源的模块式生物质气化炉配备了先进的自动化控制系统,自动化程度极高。从燃料的进料过程,到气化反应的进行,再到燃气的输出,整个流程都能通过自动化系统准确控制。在工业生产中,如纺织厂的蒸汽供应环节,气化炉可根据蒸汽用量的变化,自动调整运行参数,无需人工时刻值守和频繁操作。这不仅节省了大量的人力成本,还减少了因人工操作失误而导致的设备故障和生产事故。据统计,使用该气化炉后,企业在能源供应环节的人力投入可减少约 50%,大幅提升了生产效率和能源供应的稳定性。 新余本地生物质气化炉有哪些生物质气化炉可与太阳能、风能等可再生能源互补使用。
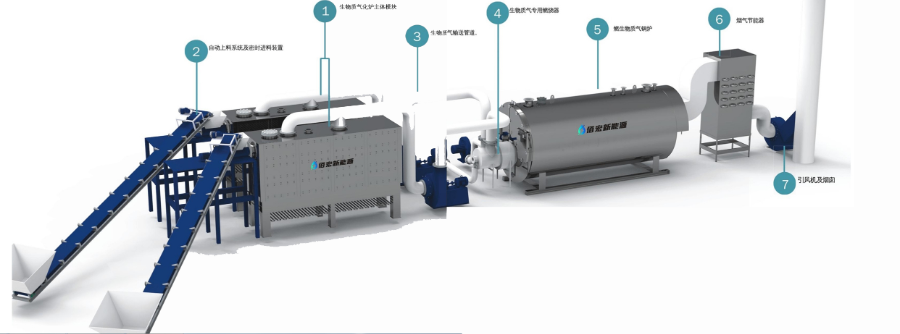
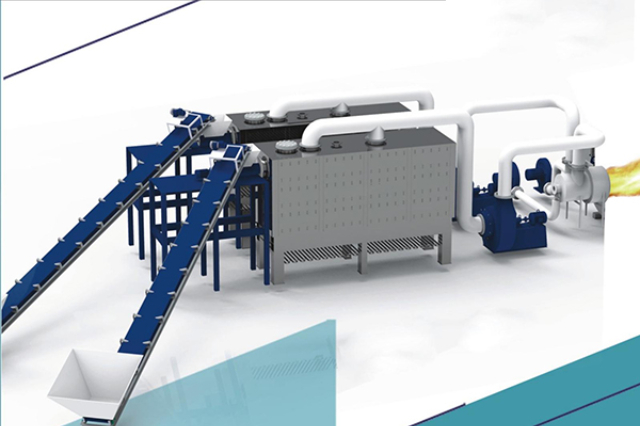
在原料预处理方面,佰宏新能源提供配套的生物质破碎和成型设备,确保气化炉高效运行。对于秸秆、树枝等长纤维原料,先通过破碎机破碎至 3 - 5cm 长度;对于含水量过高的原料,采用烘干机将水分降至 20% 以下;根据需要还可通过成型机将原料压制成颗粒或棒状,提高原料密度和热值。预处理后的原料进料顺畅,气化反应更充分,燃气产量稳定提升 15% - 20%。公司提供 “预处理 和 气化 + 净化 + 应用” 的一站式解决方案,从原料处理到能源输出全程保障,降低用户项目实施难度。
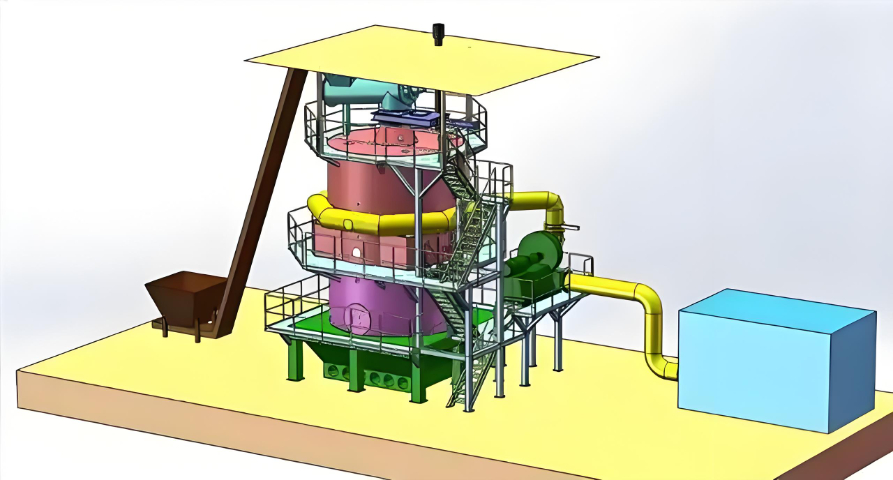
广州佰宏新能源科技股份有限公司精心研发的 “BH - 360/900 - FG” 系列模块式生物质气化炉,是公司凭借多年在生物质热能设备领域的深厚积累与创新探索的结晶。它采用先进的热化学转化技术,在缺氧环境下,将固态生物质巧妙转化为可燃气体。这种技术革新了传统的能源转化方式,极大地提高了能源利用效率,为能源领域带来了新的发展方向,是生物质能利用的第三代技术革新的有力说明。在环保要求日益严苛的当下,佰宏生物质气化炉表现突出。与传统直燃锅炉相比,其颗粒物排放可严格控制在每立方米 20 毫克以内,相较于传统锅炉大幅降低 85%。氮氧化物生成量只有每立方米 120 毫克,减排率高达 60%。尤为突出的是,气化过程从根源上避免了二噁英的产生,同时碳利用率提升至 90% 以上,为环境保护做出了突出贡献,是实现绿色发展的理想选择。 生物质气化炉的燃气可驱动内燃机,用于交通运输等领域。
广州佰宏新能源科技股份有限公司的生物质气化炉作为清洁能源设备的重点产品,采用先进的热解气化技术,将农林废弃物高效转化为可燃气。该设备以秸秆、木屑、稻壳、树枝等生物质为原料,通过在缺氧环境下的高温热解反应(温度控制在 600 - 1000℃),使生物质中的碳、氢等元素转化为一氧化碳、氢气、甲烷等可燃气体混合物,即生物质燃气。与传统直燃方式相比,气化效率提升至 75% 以上,减少能源浪费。设备采用模块化设计,单台处理量从 50kg/h 到 500kg/h 不等,可根据用户需求灵活配置,普遍适用于工业供热、农业烘干、发电等场景。生物质气化炉的工作原理基于高温缺氧环境下生物质的热解与气化反应。渝中区工业生物质气化炉生产厂家
生物质气化炉的能源转化效率高于传统生物质燃烧方式。新余本地生物质气化炉有哪些
在原料适应性方面,佰宏新能源生物质气化炉展现出极强的兼容性,可处理多种农林废弃物原料。无论是含水量 15% - 30% 的秸秆、木屑,还是密度较大的果壳、树枝,设备都能通过智能进料系统实现稳定给料。针对不同原料特性,设备配备可调式气化炉排和风量控制系统,通过实时监测炉内温度和压力,自动调整进风量和进料速度,确保气化反应稳定进行。例如处理高水分原料时,系统会自动增加预热时间和风量,避免炉内结渣;处理高密度原料时则放慢进料速度,保证充分热解,原料利用率可达 90% 以上。新余本地生物质气化炉有哪些