,适配全流程质量管控。表面处理工艺是提升继电器五金件耐蚀性、耐磨性与导电性的关键,主流工艺包括电镀、化学镀、钝化处理等,触点表面电镀银、金,提升导电性能与抗电弧性,镀层厚度控制在0.1-0.5μm,确保均匀无;弹片、外壳等部件采用镀锌、镀镍处理,提升耐蚀性,适配潮湿、多粉尘等恶劣工况;部分继电器五金...
五金加工件基本参数
- 品牌
- 金力丰
- 型号
- 齐全
五金加工件企业商机
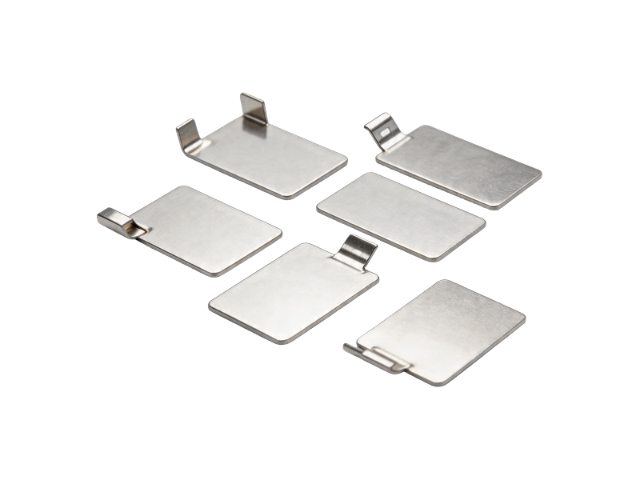
焊接与成型工艺持续升级,机器人焊接、电阻焊、摩擦焊替代传统手工焊接,自动化率达 70% 以上,保障焊接一致性;嵌件注塑技术实现金属与工程塑料的结合,应用于传感器外壳、线束连接器,解决传统焊接热变形问题。表面处理工艺向环保化、功能化转型,无氰电镀、微弧氧化、达克罗涂层替代传统高污染工艺,镁合金经微弧氧化处理形成陶瓷层,耐蚀性提升 10 倍以上;锌铝镁镀层、绝缘涂层则分别满足耐候与电气绝缘需求,适配新能源汽车高压系统的安全标准。** 增材制造(3D 打印)** 逐步从原型开发走向批量生产,金属粉末床熔融技术实现复杂内流道散热器、异形结构件的一体化成型,减少焊接工序,提升部件整体性与散热效率。五金加工件选材扎实,抗压耐磨,使用寿命长久稳定。继电器五金五金加工件套件

热处理过程中需严格控制温度与冷却速率,温度过高会导致材料软化、强度下降,温度过低则内应力消除不彻底,冷却过快会产生新的内应力。对于尺寸精度要求极高(±0.01mm)的高压端子,热处理后需进行校直与精整,修正轻微变形;同时通过应力检测设备(如X射线应力仪)抽检,确保内应力残留值控制在安全范围内,避免后续使用中出现变形或开裂问题。六、质量检测与管控维度高压端子五金件作为高压电气系统的连接部件,其质量直接关系整个系统的安全稳定运行,因此需建立全流程、多维度的质量检测与管控体系,覆盖原材料、加工过程、成品出厂全环节,确保每一件产品都符合高压使用标准。福建继电器五金加工件生产厂家自动化生产线配套五金加工件,适配流水线安装与运行工况。

。新能源汽车领域是继电器五金件的增长市场,主要用于车载继电器、充电继电器,五金件需具备耐高温、耐振动、高导电、高可靠性的特点,例如车载继电器的触点采用银锡氧化物合金,可承受汽车发动机舱的高温环境(-40℃至125℃),弹片采用铍青铜,确保在长期振动下无弹性衰减;充电继电器的五金件则需具备耐高压、抗电弧性能,适配快充场景的大电流传输需求,单车继电器五金件价值量达80-120元,随着新能源汽车渗透率提升,市场需求持续攀升。智能家居领域,继电器五金件用于智能开关、空调、洗衣机等家电的控制部件,侧重小型化、低功耗、低成本,五金件尺寸逐步微型化(小尺寸可达2mm×1mm),表面处理采用环保镀层,适配家电行业的环保要求。工业控制领域,继电器五金件用于PLC、变频器、机床控制等设备,需具备高耐磨性、高稳定性,可承受工业现场的恶劣工况(高温、潮湿、粉尘),铁芯、衔铁等磁性五金件采用高磁导率材料,提升电磁转换效率,保障设备稳定运行。
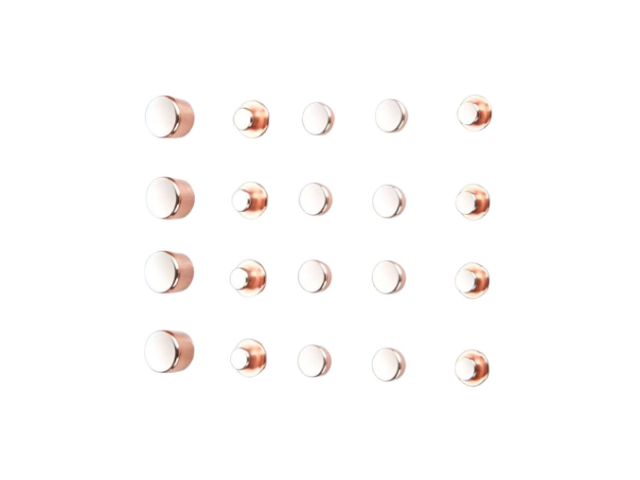
质量管控是继电器五金件加工的生命线,由于继电器广泛应用于电气控制、新能源汽车等关键领域,五金件的质量缺陷可能导致设备故障、安全隐患,因此行业已构建“原材料入检、过程管控、成品全检、体系认证”的全流程严苛质量管控体系。原材料入检环节,建立严格的供应商准入机制,对银基合金、铜合金、电工纯铁等原材料进行成分分析、力学性能测试、导电性能测试,确保原材料符合GB/T、IEC等行业标准,杜绝不合格材料流入生产环节;例如,触点材料需检测导电率、硬度、耐磨性,弹片材料需检测弹性极限、疲劳强度,磁性材料需检测磁导率、铁损,确保材料性能达标。生产过程管控环节,依托MES生产管理系统,实时监控加工参数(如冲压压力、激光功率、电镀厚度)、设备状态、生产进度,实现全流程数字化追溯;通过AI视觉检测设备、尺寸测量仪,对五金件的尺寸精度、表面缺陷(毛刺、划痕、镀层脱落)进行100%在线检测,缺陷率控制在0.08%以下,大型厚重五金加工件承重能力强,适用于大型设备底座与支架。

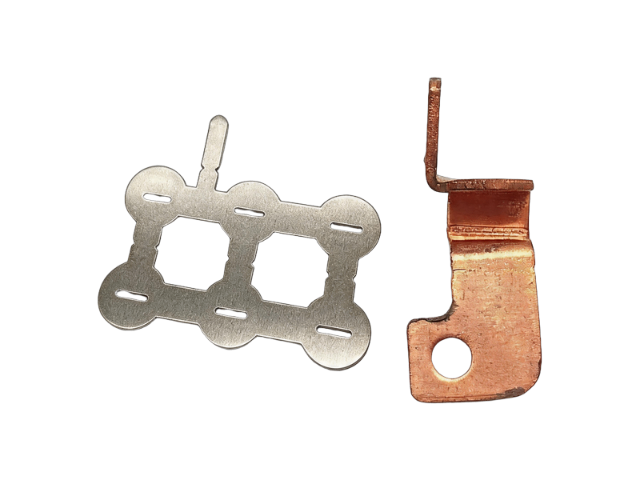
表面处理工艺是提升零件性能的一环,PVD纳米镀层可使表面硬度达HV2000,摩擦系数降至0.1,延长精密齿轮、轴承寿命3倍;电解抛光实现Ra≤0.05μm的镜面效果,满足医疗植入件无菌要求;阳极氧化、钝化、镀镍等工艺则增强零件耐腐蚀、抗指纹能力,适配消费电子、户外装备场景。多工艺协同下,精密五金件从毛坯到成品的全流程精度可控,满足不同行业的严苛标准。智能管控:全流程闭环的质量与效率保障精密五金件加工的核心竞争力在于 “稳定精度” 与 “高效交付”,智能管控体系是实现这一目标的关键。当前行业已进入 “全流程闭环控制” 阶段,通过事前 DFM 工艺优化、事中实时监控、事后全检追溯,形成完整质量管控闭环。DFM(面向制造的设计)提前介入产品研发,优化零件结构、简化加工工序,减少复杂曲面、深孔、薄壁等加工难点,将不良率预判并降低,提升生产可行性与效率。精密加工五金件加工表面处理细腻,无毛刺无棱角,外观质感出众。广东继电器轭铁五金加工件套件
五金加工件经过多道工序打磨,边角规整无毛刺。继电器五金五金加工件套件
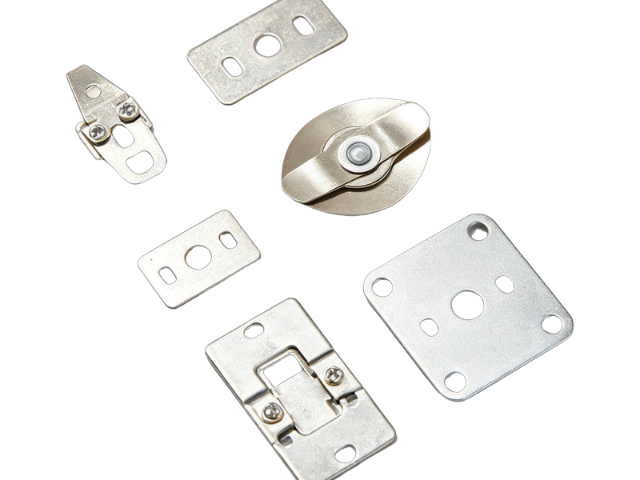
生产过程中,激光扫描、机器视觉、在线传感器组成智能检测系统,实现100%全检关键尺寸(孔径、螺纹、平面度等),检测速度达500件/分钟,结合SPC过程控制,通过Cpk≥1.67的制程能力指数预判良率波动,将报废率控制在0.1%以下。MES生产管理系统实现设备联网、数据实时采集,管控加工参数、物料批次、人员操作,每批次工件附带编码,记录全流程数据,支持质量回溯与问题溯源。自动化与柔性化生产进一步提升效率,机器人上下料、自动换刀、AGV物流系统减少人工干预,24小时连续作业缩短交付周期,某汽车零部件企业通过工艺优化,将安全带卡扣生产周期从15天缩短至3天。数字化工厂人均产值较传统模式提升3倍以上,材料利用率、能源消耗同步优化,推动精密五金加工向“高效、低耗、零缺陷”转型。继电器五金五金加工件套件
深圳市金力丰五金制造有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市金力丰五金制造供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与五金加工件相关的文章

上海继电器接地片五金加工件定制厂家
- 湖北新能源精密五金加工件源头厂家 2026-05-06
- 湖南继电器衔五金加工件源头厂家 2026-05-06
- 山东新能源铜排五金加工件来样定做 2026-05-06
- 上海金属弹片五金加工件来样定做 2026-05-06
- 山东继电器精密五金加工件来样定做 2026-05-06
- 安徽继电器衔五金加工件批发厂家 2026-05-06
- 河南新能源精密五金加工件源头厂家 2026-05-06
- 上海电控屏蔽罩五金加工件 2026-05-06
- 河南继电器磁极片五金加工件定制厂家 2026-05-06
- 继电器五金五金加工件来图定制 2026-05-06
- 江西金属弹片五金加工件工厂 2026-05-06
- 江西继电器模内铆接银触点五金加工件生产厂家 2026-05-06
与五金加工件相关的新闻
-
继电器五金五金加工件套件 2026-05-05 10:14:13焊接与成型工艺持续升级,机器人焊接、电阻焊、摩擦焊替代传统手工焊接,自动化率达 70% 以上,保障焊接一致性;嵌件注塑技术实现金属与工程塑料的结合,应用于传感器外壳、线束连接器,解决传统焊接热变形问题。表面处理工艺向环保化、功能化转型,无氰电镀、微弧氧化、达克罗涂层替代传统高污染工艺,镁合金经微弧氧...
-
福建电控屏蔽罩五金加工件来样定做 2026-05-05 19:15:26精密五金件加工是现代制造业的基石性工艺,以微米级甚至亚微米级的精度标准,为汽车、新能源、医疗、电子、航空航天等领域提供关键功能部件,其技术水平直接决定装备性能、可靠性与产业竞争力。从材料科学、加工工艺、智能管控到应用场景与未来趋势,精密五金件加工已形成多维度协同的技术体系,在全球制造业升级浪潮中占据...
-
湖南新能源精密五金加工件工厂 2026-05-05 11:14:40可采用钝化、电泳或绝缘涂层处理,钝化工艺提升铜合金耐腐蚀性,绝缘涂层(如环氧涂层)厚度控制在 0.1-0.3mm,耐电压可达 30kV/mm 以上,有效防止高压漏电与电弧放电。表面处理前需进行预处理,包括脱脂、酸洗、活化,去除表面油污、氧化皮与杂质,确保镀层附着力强、均匀无;处理后进行盐雾试验(常规...
-
广东继电器精密五金加工件套件 2026-05-05 06:15:26新能源五金件加工的应用场景已覆盖新能源汽车、光伏、储能、风电四大领域,成为新能源产业不可或缺的基础配套。新能源汽车领域是应用市场,五金件涵盖三电系统部件、车身结构件、底盘件、充电桩配件等,单车五金件价值量超 500 元,2026 年中国新能源汽车五金件市场规模预计突破 365 亿元,年复合增长率达 ...
与五金加工件相关的问题
新闻资讯
产品推荐
-
江西金属弹片五金加工件工厂
2026-05-06 -

江西继电器模内铆接银触点五金加工件生产厂家
2026-05-06 -
河南继电器弹片五金加工件来样定做
2026-05-06 -
广东新能源结构件 五金加工件定制厂家
2026-05-06 -

浙江继电器连接片五金加工件生产厂家
2026-05-05 -
上海继电器五金五金加工件生产厂家
2026-05-05 -
继电器五金五金加工件套件
2026-05-05 -
福建电控屏蔽罩五金加工件来样定做
2026-05-05 -
湖南新能源精密五金加工件工厂
2026-05-05