球形钨粉用于等离子喷涂,其流动性提升使沉积效率从68%增至82%,涂层孔隙率降至1.5%以下。例如,在制备高温防护涂层时,涂层结合强度达80MPa,抗热震性提高2个数量级。粉末冶金领域应用球形钛合金粉体用于注射成型工艺,其松装密度提升至3.2g/cm³,使生坯密度达理论密度的95%。例如,制备的TC4齿轮毛坯经烧结后,尺寸精度达±0.02mm。核工业领域应用U₃Si₂核燃料粉末经球化处理后,球形度>90%,粒径分布D50=25-45μm。该工艺使燃料元件在横截面上的扩散系数提升30%,电导率提高25%。采用模块化设计,方便设备的维护和升级。平顶山高能密度等离子体粉末球化设备参数
设备可处理金属(如钨、钼)、陶瓷(如氧化铝、氮化硅)及复合材料粉末。球化后粉末呈近球形,表面粗糙度降低至Ra0.1μm以***动性提升30%-50%。例如,钨粉球化后松装密度从2.5g/cm³提高至4.8g/cm³,***改善3D打印零件的致密度和机械性能。温度控制与能量效率等离子体炬采用非转移弧模式,能量转换效率达85%以上。通过实时监测弧压、电流及气体流量,实现温度±50℃的精确调控。例如,在处理氧化铝粉末时,维持12000℃的等离子体温度,确保颗粒完全熔融而不烧结,球化率≥98%。广州可控等离子体粉末球化设备设备通过精细化管理,设备的生产过程更加高效。
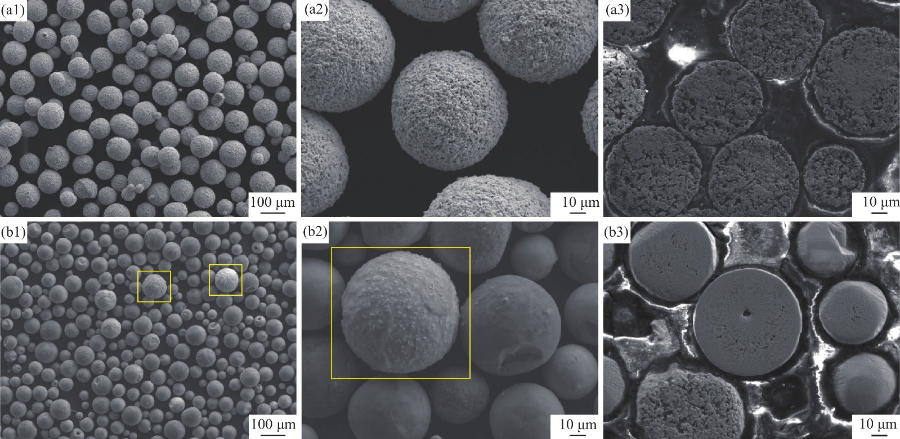
粉末微观结构调控技术等离子体球化设备通过调控等离子体能量密度与冷却速率,可精细控制粉末的微观结构。例如,在处理钛合金粉末时,采用梯度冷却技术使表面形成细晶层(晶粒尺寸<100nm),内部保留粗晶结构,兼顾**度与韧性。该技术突破了传统球化工艺中粉末性能单一化的局限,为高性能材料开发提供了新途径。多组分粉末协同球化机制针对复合材料粉末(如WC-Co硬质合金),设备采用分步球化策略:首先在高温区熔融基体相(Co),随后在低温区包覆硬质相(WC)。通过优化两阶段的温度梯度与停留时间,实现多组分界面的冶金结合,***提升复合材料的抗弯强度(提高30%)和耐磨性(寿命延长50%)。
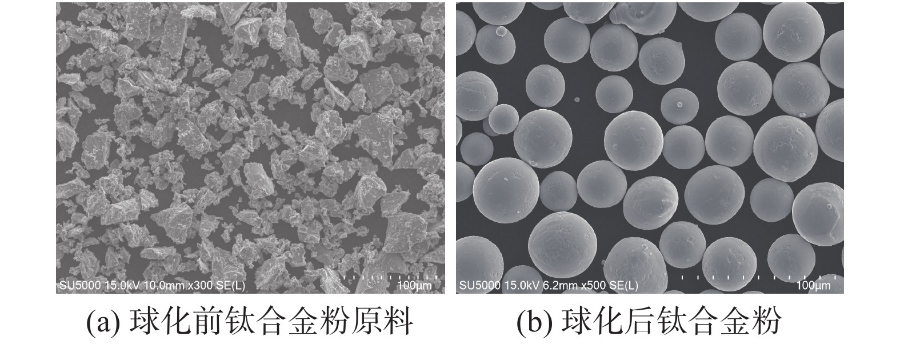
研究表明,粉末球化率与送粉速率、载气流量、等离子体功率呈非线性关系。例如,制备TC4钛合金粉时,在送粉速率2-5g/min、功率100kW、氩气流量15L/min条件下,球化率可达100%,松装密度提升至3.2g/cm³。通过CFD模拟优化球化室结构,可使粉末在等离子体中的停留时间精度控制在±0.2ms。设备可处理熔点>3000℃的难熔金属,如钨、钼、铌等。通过定制化等离子体炬(如钨铈合金阴极),配合氢气辅助加热,可将等离子体温度提升至20000K。例如,在球化钨粉时,通过添加0.5%氧化钇助熔剂,可将熔融温度降低至2800℃,同时保持粉末纯度>99.9%。设备的冷却系统设计合理,确保粉末快速冷却成型。
熔融粉末的表面张力与形貌控制熔融粉末的表面张力(σ)是决定球化效果的关键参数。根据Young-Laplace方程,球形颗粒的曲率半径(R)与表面张力成正比(ΔP=2σ/R)。设备通过调节等离子体温度梯度(500-2000K/cm),控制熔融粉末的冷却速率。例如,在球化钨粉时,采用梯度冷却技术,使表面形成细晶层(晶粒尺寸<100nm),内部保留粗晶结构,***提升材料强度。粉末成分调控与合金化技术等离子体球化过程中可实现粉末成分的原子级掺杂。通过在等离子体气氛中引入微量反应气体(如CH₄、NH₃),可使粉末表面形成碳化物或氮化物涂层。例如,在球化氮化硅粉末时,控制NH₃流量可将氧含量从2wt%降至0.5wt%,同时形成厚度为50nm的Si₃N₄纳米晶层,***提升材料的耐磨性。设备的生产过程可追溯,确保产品质量可控。平顶山高能密度等离子体粉末球化设备参数
设备的安全性能高,保障了操作人员的安全。平顶山高能密度等离子体粉末球化设备参数
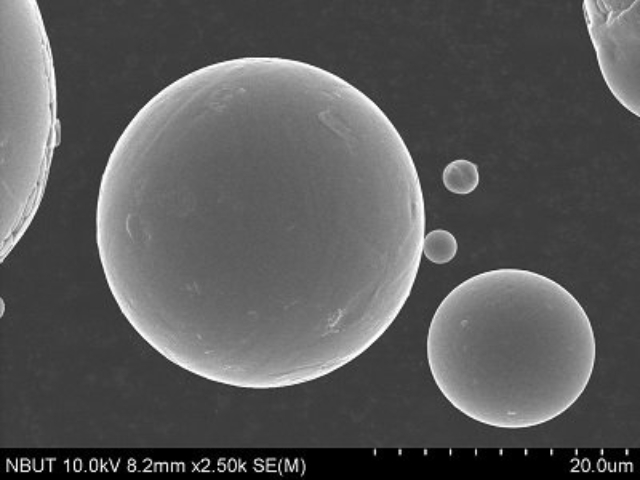
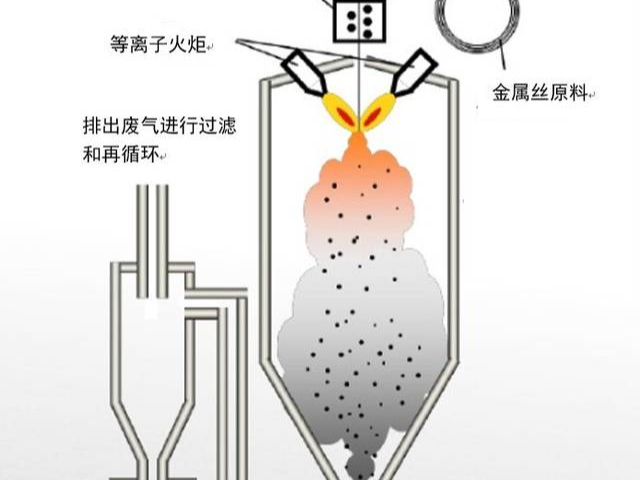
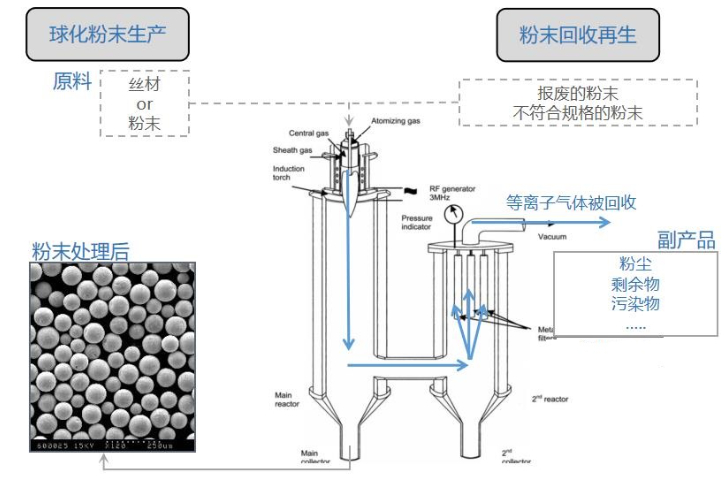
等离子体粉末球化设备基于高温等离子体的物理化学特性,通过以下技术路径实现粉末颗粒的球形化:等离子体生成与维持:设备利用高频感应线圈或射频电源激发工作气体(如氩气、氢气混合气体),形成稳定的高温等离子体炬,其**温度可达10,000 K以上,具备高焓值和能量密度。粉末输送与加热:待处理粉末通过载气(如氩气)输送至等离子体高温区。粉末颗粒在极短时间内吸收等离子体辐射、对流及传导的热量,表面或整体熔融为液态。表面张力驱动球形化:熔融态粉末在表面张力作用下自发收缩为球形液滴,此过程由等离子体的高温梯度加速,确保液滴形态快速稳定。骤冷凝固:球形液滴脱离等离子体后,进入急冷室或热交换器,在毫秒级时间内冷却固化,形成高球形度、低缺陷的粉末颗粒。粉末收集与尾气处理:球形粉末通过旋风分离器或粉末收集系统回收,尾气经除尘、净化后排放,确保工艺环保性。平顶山高能密度等离子体粉末球化设备参数