
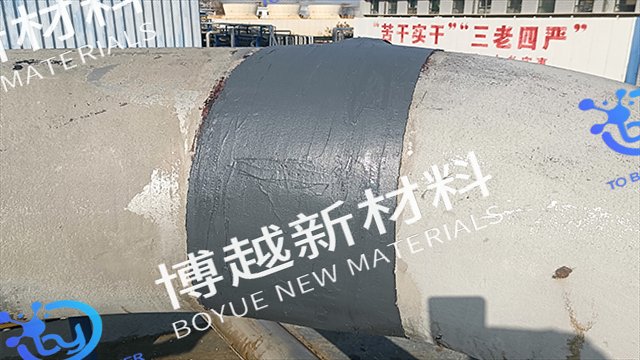
快速施工效率,缩短停机时间双组分膏状设计支持现场即时调配,常温下2小时即可达到80%强度,24小时完全固化,相比传统焊接的前期预热、后期热处理流程,施工周期缩短70%以上。在某炼油厂紧急抢修中,采用英思福材料对直径1.2米的原油管道腐蚀穿孔进行带压封堵,从表面处理到修复完成用4小时,较传统更换管道方...
冷焊修补基本参数
- 品牌
- 英福思
- 型号
- BNS1002K
- 材质
- 高分子无机化合物
冷焊修补企业商机
矿山输送机的托辊、支架等部件,长期支撑输送带运行,承受输送带的压力和摩擦,易出现表面磨损减薄、支架变形等缺陷,影响输送机的运行稳定性,甚至导致输送带跑偏、损坏。冷焊修补技术可针对此类部件的磨损减薄问题进行有效修复,其施工便捷、修复成本低,可实现在线修复,减少设备停机时间。修补前,需先停机,对托辊、支架进行清理,去除表面的粉尘、油污和铁锈,用砂纸对磨损减薄部位进行打磨,使待修补表面洁净无杂质,露出新鲜的金属表面。根据托辊、支架的材质,选择适配的冷焊修补材料,调整冷焊设备的相关参数,对磨损减薄部位进行修补,确保修补材料与基体充分结合,无气孔、裂纹等缺陷。对于支架变形的部位,可先进行校正,再进行冷焊修补,恢复其原有结构和支撑性能。修补完成后,对修补部位进行打磨、抛光,确保表面光滑,与周边部位衔接自然,再进行安装调试,确保托辊、支架能够正常支撑输送带运行,延长输送机的使用寿命,降低维护成本。冷焊修补无高温明火,杜绝工件热变形,是精密零部件修复的理想方案。大同石油设备冷焊修补报价
冷焊修补
抗微生物腐蚀,抑制生物黏附添加抗菌剂的配方可抑制硫酸盐还原菌、铁细菌等微生物生长,防止生物膜形成导致的微生物诱导腐蚀(MIC)。在海水冷却系统、污水处理设备修复中,能有效降低微生物对修复层的侵蚀,延长设备使用寿命。模块化设计,满足定制需求基于树脂体系,可根据客户具体工况(如介质类型、温度、压力)调整配方,定制修复材料。某核电企业针对特定放射性废液管道修复需求,英思福研发团队在30天内完成耐辐射型配方开发,满足了特殊场景的定制化需求。邯郸碳钢冷焊修补磨损降低备件库存压力,损坏即修,冷焊提升设备利用率。

矿山设备中的料仓、溜槽等部件,长期输送矿石、煤粉等物料,易出现内壁磨损减薄、局部破损等缺陷,导致物料泄漏、输送效率下降,影响矿山生产的连续性。冷焊修补技术可有效解决此类部件的磨损减薄问题,其施工过程简单,可在现场进行修复,无需大面积拆卸,较大降低修复难度和成本。修补前,需先清理料仓、溜槽内部的物料残留、油污和铁锈,用砂轮对磨损减薄部位进行打磨,使待修补表面洁净、粗糙,便于修补材料与基体结合。根据部件的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的相关参数,操作人员进入料仓、溜槽内部,对磨损减薄部位进行修补,确保修补材料均匀覆盖缺陷部位,填充密实。对于破损较严重的部位,可采用分层修补的方式,确保修补层牢固可靠。修补完成后,对修补部位进行打磨、抛光,确保料仓、溜槽内壁光滑,不影响物料输送,同时对修补部位进行防腐处理,增强其抗磨损、抗腐蚀能力,延长部件的使用寿命。
矿山提升设备的卷筒、钢丝绳卷筒衬套等部件,长期承受钢丝绳的缠绕摩擦和重物的拉力,易出现表面磨损减薄、划痕等缺陷,若不及时修复,会导致卷筒直径不均匀,影响提升设备的运行稳定性,甚至引发安全事故。冷焊修补技术凭借施工便捷、修复效果可靠的特点,广泛应用于此类部件的磨损减薄修复。修补前,需对提升设备进行停机锁定,确保作业安全,随后对卷筒表面的磨损减薄部位进行清理,去除表面的油污、铁锈和钢丝绳磨损产生的金属碎屑,用砂轮对缺陷部位进行打磨,使待修补表面达到规定的粗糙度,便于修补材料与基体结合。根据卷筒的材质和磨损程度,选择合适的冷焊修补材料和工艺参数,操作人员手持冷焊枪,均匀移动,使修补材料与卷筒基体充分结合,填充磨损减薄部位。修补过程中,需注意控制修补速度和温度,避免出现修补层过厚、结合不牢固等问题。修补完成后,对修补部位进行打磨、抛光,确保表面光滑,无毛刺、凸起,再进行动平衡检测,确认符合提升设备的运行要求后,方可恢复使用,通过冷焊修补,可有效恢复卷筒的尺寸精度,增强其耐磨性,保障提升设备的安全稳定运行。修复层硬度高、耐磨耐腐蚀,可有效延长设备与模具的使用寿命。
低粘度配方,便于渗透填充材料初始粘度(25℃)为5000-8000mPa·s,具有良好的流动性,可渗透至基材表面的细微裂纹(宽度≥0.1mm)中,形成“锚定效应”,增强界面结合强度。在铸件砂眼、焊缝气孔修复中,能充分填充缺陷,提高修复的可靠性。符合国际标准,质量有保障产品通过ISO9001质量管理体系认证,各项性能指标符合ASTMD638(拉伸强度)、ASTMD790(弯曲强度)、ASTMG31(腐蚀测试)等国际标准,质量稳定性达到进口同类产品水平,可满足市场的严苛要求。冷焊设备能耗低,运行成本低,适合企业长期使用。珠海不动火冷焊修补裂缝
针对沙眼、气孔、裂纹等缺陷,冷焊修补后可直接加工打磨。大同石油设备冷焊修补报价
矿山输送机的输送带接头、托辊轴等部件,长期承受输送带的拉力和摩擦,易出现表面磨损减薄、接头松动、托辊轴磨损等缺陷,影响输送机的运行稳定性,甚至导致输送带断裂。冷焊修补技术可针对此类部件的磨损减薄问题进行有效修复,其无需高温加热,可避免输送带因高温受损,同时快速恢复部件的使用性能。修补前,需先停机,对输送带接头、托辊轴进行清理,去除表面的粉尘、油污和铁锈,用砂纸对磨损减薄部位进行打磨,使待修补表面洁净无杂质,露出新鲜的金属表面。对于输送带接头的磨损,可选用适配的冷焊修补材料,对磨损部位进行修补,增强接头的强度和耐磨性,避免接头松动。对于托辊轴的磨损,需调整冷焊设备的参数,对磨损部位进行分层修补,确保修补材料与基体结合紧密,恢复托辊轴的尺寸精度。修补完成后,对修补部位进行打磨、抛光,确保表面光滑,与周边部位衔接自然,再进行安装调试,确保输送机正常运行,延长输送带和托辊的使用寿命。大同石油设备冷焊修补报价
苏州博越新材料技术有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的精细化学品中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州博越新材料技术供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与冷焊修补相关的文章

常州腐蚀冷焊修补哪家好
- 湛江石油设备冷焊修补材料 2026-04-10
- 吉林储罐穿孔带压冷焊修补上门 2026-04-10
- 大同石油设备冷焊修补报价 2026-04-10
- 阳泉在线冷焊修补修补剂 2026-04-10
- 北京低温冷焊修补上门 2026-04-10
- 大庆在线冷焊修补哪家好 2026-04-10
- 新余换热器冷焊修补厂家 2026-04-10
- 无锡管道冷焊修补上门 2026-04-10
- 天津化工设备冷焊修补厂家 2026-04-10
- 淮安在线冷焊修补哪家好 2026-04-10
- 南通轴类冷焊修补裂缝 2026-04-10
- 淮安带压冷焊修补上门 2026-04-10
与冷焊修补相关的产品
与冷焊修补相关的新闻
-
呼和浩特沙眼冷焊修补价格 2026-04-09 06:06:47矿山破碎机的衬板螺栓、螺母等连接件,长期承受振动和摩擦,易出现表面磨损减薄、螺纹磨损等缺陷,导致连接件松动、脱落,影响破碎机的正常运行,甚至引发安全事故。冷焊修补技术可针对此类连接件的磨损减薄问题进行有效修复,其施工便捷、修复成本低,可快速恢复连接件的使用性能。修补前,需先拆卸受损的螺栓、螺母,清理...
-
揭阳化工设备冷焊修补上门服务 2026-04-09 12:12:17可检测性强,便于质量监控材料中添加荧光指示剂,固化后可通过紫外线灯检测修复层的完整性,便于施工质量的无损检测。在重要设备修复中,可通过超声测厚仪检测修复层厚度,确保达到设计要求,解决了传统修补质量难以量化监控的问题。对潮湿表面有良好附着力潮湿面底涂剂可在含水率≤15%的基材表面形成有效粘接,解决了传...
-
台州铸铁冷焊修补报价 2026-04-09 12:12:17矿山提升设备的卷筒衬板、制动盘等部件,长期承受钢丝绳的摩擦和制动时的冲击力,易出现表面磨损减薄、制动盘磨损等缺陷,影响提升设备的制动性能和运行安全。冷焊修补技术可针对此类部件的磨损减薄问题进行有效修复,其施工流程简便,可在现场完成修复,无需拆卸部件,缩短修复周期。修补前,需先停机锁定,对卷筒衬板、制...
-
连云港管道冷焊修补磨损 2026-04-09 00:17:46矿山设备中的料仓、溜槽等部件,长期输送矿石、煤粉等物料,易出现内壁磨损减薄、局部破损等缺陷,导致物料泄漏、输送效率下降,影响矿山生产的连续性。冷焊修补技术可有效解决此类部件的磨损减薄问题,其施工过程简单,可在现场进行修复,无需大面积拆卸,降低修复难度和成本。修补前,需先清理料仓、溜槽内部的物料残留、...
与冷焊修补相关的问题
新闻资讯
产品推荐
-

南通轴类冷焊修补裂缝
2026-04-10 -

淮安带压冷焊修补上门
2026-04-10 -
南京泄漏冷焊修补材料
2026-04-10 -

无锡储罐冷焊修补材料
2026-04-10 -

磨损冷焊修补工艺
2026-04-09 -

揭阳不锈钢冷焊修补裂缝
2026-04-09 -
呼和浩特沙眼冷焊修补价格
2026-04-09 -
揭阳化工设备冷焊修补上门服务
2026-04-09 -

台州铸铁冷焊修补报价
2026-04-09