
与金属同步膨胀,避免界面开裂通过配方优化,材料热膨胀系数(2.3×10⁻⁵/℃)与碳钢(1.2×10⁻⁵/℃)接近,在温度循环变化中能与基材同步伸缩,避免因热应力产生界面开裂。在高温设备(如蒸汽管道)修复中,该特性有效解决了传统材料因热膨胀不匹配导致的早期失效问题。颜色可调,满足美观需求提供灰、黑、...
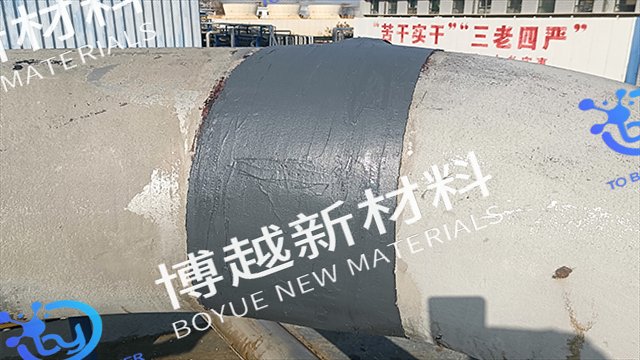
冷焊修补基本参数
- 品牌
- 英福思
- 型号
- BNS1002K
- 材质
- 高分子无机化合物
冷焊修补企业商机
矿山装载机的铲斗、斗齿等部件,长期用于挖掘、装载矿石等坚硬物料,易出现磨损减薄、齿尖磨损脱落等缺陷,影响装载效率,增加设备能耗。冷焊修补技术可有效修复此类部件的磨损减薄问题,其施工便捷、修复速度快,可在现场完成修复,减少设备停机时间。修补前,需先清理铲斗、斗齿表面的矿石碎屑、油污和铁锈,用砂轮对磨损减薄部位进行打磨,去除表面的疲劳层和氧化层,使待修补表面露出新鲜的金属面。对于斗齿齿尖等磨损严重的部位,可进行局部堆焊修补,选用耐磨性能较好的冷焊修补材料,调整冷焊设备的参数,确保修补层具有良好的耐磨性。修补过程中,需控制好修补速度和温度,避免出现修补层开裂、结合不牢固等问题。修补完成后,对修补部位进行打磨、抛光,恢复斗齿的原有外形和尺寸,增强其耐磨性能,确保铲斗、斗齿能够正常承受挖掘和装载过程中的冲击和摩擦,提高装载机的作业效率,降低部件更换成本。冷焊设备能耗低,运行成本低,适合企业长期使用。无锡裂纹冷焊修补厂家
冷焊修补
广谱材质兼容性,打破修复局限产品具备跨材质粘接能力,可同时适用于碳钢、不锈钢、铸铁、铝合金、混凝土、玻璃钢等多种基材。通过针对性调整树脂基体与固化剂配比,能匹配不同材质的热膨胀系数,避免因温度变化产生界面剥离。在某化工厂案例中,该材料成功实现PVC管道与碳钢法兰的异种材料连接,解决了传统焊接无法实现的复合结构修复难题,拓宽了设备维护的应用边界。耐化学腐蚀性,抵御复杂介质侵蚀材料配方中添加的特种耐腐蚀填料(如玻璃鳞片、陶瓷微珠)形成致密屏蔽层,可耐受pH值1-14的酸碱介质、有机溶剂及海水腐蚀。经国家材料测试中心检测,在80℃、30%硫酸溶液中浸泡1000小时后,重量损失率0.3%,远低于行业标准的1%。特别适用于化工反应釜、脱硫塔、污水管道等强腐蚀环境,其耐蚀性能与贝尔佐纳同类产品相当,且在局部磨损工况下表现更优。鄂尔多斯模具冷焊修补工艺阀门、管道、壳体出现缺陷,冷焊可快速止漏加固。

矿山提升设备的钢丝绳、提升容器等部件,长期承受重物的拉力和摩擦,易出现表面磨损减薄、钢丝绳断丝、提升容器磨损等缺陷,影响提升设备的安全运行。冷焊修补技术可针对提升容器等金属部件的磨损减薄问题进行有效修复,其施工流程简便,可在现场完成修复,减少设备停机时间。修补前,需先停机锁定,对提升容器进行清理,去除表面的油污、铁锈和磨损产生的金属碎屑,用砂轮对磨损减薄部位进行打磨,使待修补表面露出新鲜的金属面,去除氧化层和疲劳层。根据提升容器的材质,选择适配的冷焊修补材料,调整冷焊设备的相关参数,对磨损减薄部位进行修补,确保修补材料均匀填充,与基体结合紧密。对于磨损较严重的部位,可采用分层修补的方式,确保修补层牢固可靠。修补完成后,对修补部位进行打磨、抛光,确保表面光滑,无毛刺、凸起,再进行安全检测,确认符合提升设备的运行要求后,方可恢复使用,保障提升作业的安全。
矿山球磨机的衬板、研磨体等部件,长期处于高速旋转状态,与矿石、研磨介质之间发生剧烈摩擦,极易出现磨损减薄、表面脱落等缺陷,导致球磨机的研磨效率下降,能耗增加,影响矿山生产的连续性。冷焊修补技术可针对球磨机部件的磨损减薄问题进行有效修复,其无需高温加热,可避免衬板、研磨体因高温产生变形、裂纹等问题,很大程度保留部件的原有性能。修补前,需先停机,对球磨机内部进行清理,去除残留的矿石、研磨介质和粉尘,将受损的衬板、研磨体拆卸下来,清理表面的油污、铁锈和磨损产生的碎屑,对磨损减薄部位进行打磨,去除表面的疲劳层和氧化层。根据部件的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的放电频率、电流强度等参数,采用点焊或连续焊的方式,对磨损减薄部位进行修补。对于磨损较严重的部位,可采用分层修补的方式,确保修补材料填充密实,与基体结合紧密。修补完成后,对部件进行打磨、抛光,恢复其原有外形和尺寸,再进行安装调试,确保其与球磨机内部其他部件配合良好,能够正常承受研磨过程中的摩擦和冲击,提高球磨机的运行效率,降低维护成本。作为绿色维修技术,冷焊助力企业实现可持续生产目标。

矿山球磨机的端盖、中空轴等部件,长期承受研磨体和矿石的冲击、摩擦,易出现表面磨损减薄、密封面磨损等缺陷,导致球磨机漏粉、漏浆,影响研磨效率,增加能耗。冷焊修补技术可有效解决此类部件的磨损减薄问题,其低温操作特性不会破坏部件的原有精度和结构,可有效恢复部件的密封性能和使用性能。修补前,需先停机,对球磨机进行清理,去除内部的矿石、研磨介质和粉尘,拆卸受损部件,清理表面的油污、铁锈和磨损产生的碎屑,用砂轮对磨损减薄部位进行打磨,去除表面的疲劳层和氧化层。根据部件的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的放电频率、电流强度等参数,对磨损减薄部位进行分层修补,确保修补材料填充密实,与基体结合紧密。对于密封面的磨损,需精细控制修补层的厚度,确保修补后密封面平整、光滑,符合密封要求。修补完成后,对部件进行打磨、抛光,恢复其原有外形和尺寸,再进行安装调试,确保密封良好,无漏粉、漏浆现象,提高球磨机的运行效率。电子设备金属结构件损伤,冷焊不影响电路与元器件。泉州化工设备冷焊修补多少钱
轴类零件的划伤、腐蚀,冷焊修补一步到位,恢复尺寸精度,保障设备运行稳定。无锡裂纹冷焊修补厂家
较强粘接强度,实现结构一体化依托自主研发的纳米级高分子聚合技术,英思福材料与金属基材的粘接强度可达25MPa以上,远超行业平均水平。其分子链能渗透至基材表面的微观孔隙,形成机械咬合与化学共价键双重结合,修复后界面强度甚至超过基材本体。在腐蚀减薄的储罐、管道修复中,材料固化后可形成与原结构等高的承载能力,经第三方检测,修复后的试件在爆破压力测试中,破裂点均发生在未修复的基材区域,验证了其结构补强的可靠性。无锡裂纹冷焊修补厂家
苏州博越新材料技术有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的精细化学品中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州博越新材料技术供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与冷焊修补相关的文章

昆明污水处理冷焊修补裂缝
- 淮安金属冷焊修补 2026-04-06
- 北京管道冷焊修补价格 2026-04-06
- 哈尔滨带压冷焊修补上门 2026-04-06
- 林芝储罐穿孔带压冷焊修补公司 2026-04-06
- 揭阳化工设备冷焊修补 2026-04-06
- 新余储罐穿孔带压冷焊修补靠谱 2026-04-06
- 盐城不动火冷焊修补公司 2026-04-06
- 鄂尔多斯金属冷焊修补材料 2026-04-06
- 武汉磨损冷焊修补磨损 2026-04-06
- 林芝金属冷焊修补材料 2026-04-06
- 新余凹坑冷焊修补修补剂 2026-04-06
- 泉州金属冷焊修补厂家 2026-04-06
与冷焊修补相关的产品
与冷焊修补相关的新闻
-
包头带压冷焊修补上门服务 2026-04-06 08:06:57矿山破碎机的衬板螺栓、螺母等连接件,长期承受振动和摩擦,易出现表面磨损减薄、螺纹磨损等缺陷,导致连接件松动、脱落,影响破碎机的正常运行,甚至引发安全事故。冷焊修补技术可针对此类连接件的磨损减薄问题进行有效修复,其施工便捷、修复成本低,可快速恢复连接件的使用性能。修补前,需先拆卸受损的螺栓、螺母,清理...
-
无锡裂纹冷焊修补厂家 2026-04-06 18:06:35矿山装载机的铲斗、斗齿等部件,长期用于挖掘、装载矿石等坚硬物料,易出现磨损减薄、齿尖磨损脱落等缺陷,影响装载效率,增加设备能耗。冷焊修补技术可有效修复此类部件的磨损减薄问题,其施工便捷、修复速度快,可在现场完成修复,减少设备停机时间。修补前,需先清理铲斗、斗齿表面的矿石碎屑、油污和铁锈,用砂轮对磨损...
-
唐山模具冷焊修补靠谱 2026-04-06 07:06:24环保无溶剂配方,保障施工安全采用100%固含量体系,不含挥发性有机物(VOC)及重金属成分,符合欧盟REACH法规要求。施工过程无刺激性气味,避免了溶剂型材料对操作人员健康的危害,也不会对修复介质造成污染。在食品级设备修复中,产品通过FDA食品接触材料认证,可用于啤酒发酵罐、牛奶管道等卫生级场景,解...
-
徐州磨损冷焊修补靠谱 2026-04-06 17:06:05矿山液压设备的液压缸、活塞等部件,长期承受高压液压油的作用,同时与缸壁发生摩擦,易出现表面磨损减薄、划痕、活塞密封面磨损等缺陷,导致液压缸泄漏、运行不畅,影响液压设备的正常工作。冷焊修补技术可针对此类部件的磨损减薄问题进行精细修复,其低温操作特性不会破坏部件的原有精度,可有效恢复部件的密封性能和运行...
与冷焊修补相关的问题
新闻资讯
产品推荐
-

新余凹坑冷焊修补修补剂
2026-04-06 -

泉州金属冷焊修补厂家
2026-04-06 -

茂名裂纹冷焊修补上门服务
2026-04-06 -

林芝裂纹冷焊修补报价
2026-04-06 -

石家庄泄漏冷焊修补价格
2026-04-06 -

漳州铸铁冷焊修补施工
2026-04-06 -

包头带压冷焊修补上门服务
2026-04-06 -
无锡裂纹冷焊修补厂家
2026-04-06 -

唐山模具冷焊修补靠谱
2026-04-06