- 品牌
- K.KING
- 模具材质
- 硬质合金
- 模具类型
- 精密模具
- 模版放置形式
- 立式
- 模具用途
- 精密模具厂精密五金厂
- 模具设计软件
- AutoCAD
- 模芯加工
- 电火花加工,精磨
打孔机的夹紧装置配件是确保工件在打孔过程中保持稳定定位的关键。夹紧装置通常由多个相互配合的部件组成,例如夹紧块和夹紧力调节机构。夹紧块采用质量耐磨材料制成,其表面具有特殊的纹理或沟槽设计,能够更好地贴合工件表面,提供更稳固的夹紧效果。夹紧力调节机构则可以根据不同工件的材质和尺寸,精确调整夹紧力的大小。在高精度钻孔作业中,较小的夹紧力可以避免工件变形,而面对较大硬度工件时,足够的夹紧力则能防止其在钻孔过程中移动,保障钻孔位置的准确性。适用于狭小空间的紧凑型打孔机配件,提高空间利用率。安徽质量打孔机配件采购

打孔机的自动清洁配件使打孔机在长时间工作后仍能保持良好的清洁状态。自动清洁系统通常采用高压空气或吸尘装置。高压空气装置能够将钻孔过程中产生的灰尘和碎屑吹离打孔机表面,防止其堆积在关键部位。吸尘装置则将吹散的灰尘和碎屑收集到专门的集尘容器中,避免灰尘扩散到工作环境中。自动清洁配件根据打孔机的工作时间和频率,自动启动和停止清洁程序。此外,自动清洁配件还可以与打孔机的控制系统联动,在每次打孔作业结束后自动进行清洁,确保打孔机的清洁度,延长设备的使用寿命。湖北靠谱的打孔机配件生产企业打孔机配件的标准化设计简化了安装和维护过程。

打孔机的自动润滑系统配件能够确保设备的关键部位始终处于良好的润滑状态,减少摩擦和磨损。自动润滑系统的配件包括储油罐、油泵、喷油嘴和润滑油管路等。储油罐用于储存适量的润滑油,油泵负责将润滑油抽出并输送到需要润滑的部位。喷油嘴则将润滑油均匀地喷洒在丝杆、导轨等关键部件表面,形成一层薄薄的润滑油膜。自动润滑系统可以按照设定的时间或工作次数自动启动,保证润滑的连续性和稳定性,延长设备的使用寿命。
打孔机的数字控制面板配件为操作人员提供了直观、便捷的操作界面。数字控制面板上配备有触摸屏或按键,操作人员可以通过触摸或按键操作轻松设置打孔机的各项参数,如钻孔速度、进给量、钻孔深度等。控制面板具有智能化的操作功能,能够根据不同的加工需求进行自动参数计算和优化。同时,数字控制面板还可以实时显示设备的运行状态、故障信息和加工数据等,方便操作人员进行监控和调整,提高了打孔机的操作效率和自动化程度。
高精度坐标系定位平台
热误差补偿:基于热变形多项式(ΔL=αL(T-20)+βL²(T-20)²),采用Levenberg-Marquardt算法进行200次温度补偿标定,残余误差≤0.0005mm/℃。
振动抑制:安装主动阻尼器(频响范围5-500Hz),在0.5Hz低频振动下,振幅降低60dB。
校准方法:采用激光干涉仪进行空间对角线测量(行程300mm),平面度误差修正至≤0.002mm/m。
行业应用:在半导体光刻机基板加工中,定位重复性满足ASML标准(±0.001mm),面型精度RMS≤0.04μm。 打孔机配件的精细设计,确保了加工部件的表面光洁度和精度。
打孔机的深度校准配件在确保打孔精度方面具有关键作用。深度校准装置通常由刻度标记和微调机构组成,刻度标记精确地标明了不同的深度数值,方便操作人员清晰地了解钻孔的设定深度。微调机构能够进行精细的深度调整,满足对钻孔深度有极高精度的要求。例如在精密模具制造中,对孔深精度可能要达到0.01毫米甚至更高,通过深度校准配件,可以将误差控制在极小范围内。而且,这种配件还能记录历史钻孔深度数据,便于后续的查询和分析,为批量生产或质量把控提供数据支持。针对不同加工需求,打孔机配件提供了多种不同的刃口形状和尺寸。四川质量打孔机配件生产企业
针对不同材料,打孔机配件提供了多样化的切割刃口设计。安徽质量打孔机配件采购
打孔机的深度控制传感器配件能够实现对钻孔深度的精确检测和控制。深度控制传感器通常采用高精度的光电编码器或线性位移传感器,能够实时准确地测量钻头的位置信息,并将数据传输给控制系统。控制系统根据预设的钻孔深度值,与实际测量值进行比较和计算,当达到设置深度时,自动停止打孔机的运行,确保钻孔深度的精度。这种深度控制传感器配件的精度可达到微米级别,适用于对钻孔深度要求苛刻的精密加工和特殊材料加工。
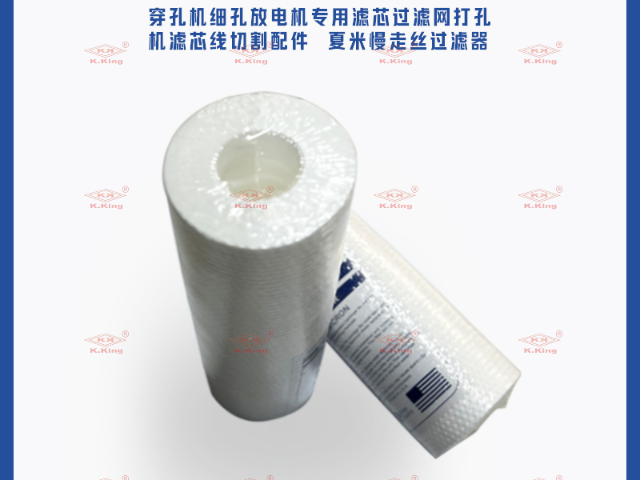
打孔机的冷却液循环过滤配件能够保持冷却液的清洁和性能稳定。冷却液循环系统中,过滤配件可以对冷却液中的杂质、金属屑和粉尘等进行有效过滤。过滤配件采用多层过滤结构,其中滤网和滤芯材料具有良好的过滤性能和化学稳定性,能够防止杂质重新进入冷却液循环系统。同时,过滤配件还具有反冲洗功能,定期对滤芯进行清洗,恢复正常过滤性能,延长滤芯的使用寿命,确保冷却液能够持续为打孔机提供良好的冷却和润滑效果。 安徽质量打孔机配件采购

钼基螺旋电极丝 采用真空熔炼工艺制备的纯度≥99.95%钼合金,晶粒尺寸控制在≤5μm的超细结构。表面镀钛处理(厚度0.3-0.5μm)可提升导电率至65% IACS,抗拉强度达1200MPa。直径范围0.05-0.3mm,线径公差±0.5μm。推荐放电参数:脉冲宽度2-5μs,频率200-500kHz,进给速度0.1-3mm/min。需配置在线直径监测仪(激光衍射法),当线径磨损至初始值的85%时应更换。特殊加工场景可采用铜钨合金丝(Cu:70%-W:30%),其熔点高达2623℃,适合深孔加工。 配备智能识别系统的打孔机配件库,自动识别并适配不同型号和规格的打孔针和刀片,提高作业...
- 重庆标准打孔机配件采购 2026-03-26
- 福建打孔机配件生产企业 2026-03-26
- 安徽国产打孔机配件批发 2026-03-25
- 湖北耐用打孔机配件生产企业 2026-03-25
- 中国香港国产打孔机配件采购 2026-03-25
- 广东沙迪克打孔机配件 2026-03-25
- 安徽质量打孔机配件采购 2026-03-25
- 广东标准打孔机配件采购 2026-03-25
- 安徽耐用打孔机配件 2026-03-25
- 湖南耐用打孔机配件经营 2026-03-24
- 广西国产打孔机配件生产企业 2026-03-24
- 中国澳门质量打孔机配件工厂直销 2026-03-24
- 青海国产打孔机配件厂家电话 2026-03-24
- 进口打孔机配件 2026-03-23
- 浙江靠谱的打孔机配件批发 2026-03-23
- 宁夏耐用打孔机配件生产企业 2026-03-23



- 河北靠谱的庆鸿慢走丝配件厂家电话 03-26
- 辽宁沙迪克AP铜线厂家电话 03-26
- 湖南火花机过滤器经营 03-26
- 福建打孔机配件生产企业 03-26
- 辽宁国产庆鸿慢走丝配件生产企业 03-26
- 安徽国产打孔机配件批发 03-25
- 天津便宜的庆鸿慢走丝配件生产企业 03-25
- 湖北耐用打孔机配件生产企业 03-25
- 重庆国内庆鸿慢走丝配件生产企业 03-25
- 天津耐用庆鸿慢走丝配件生产企业 03-25