- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。维修工单自动关联备件库存,库存不足时触发采购申请,避免停机待料。青岛工厂设备管理系统报价
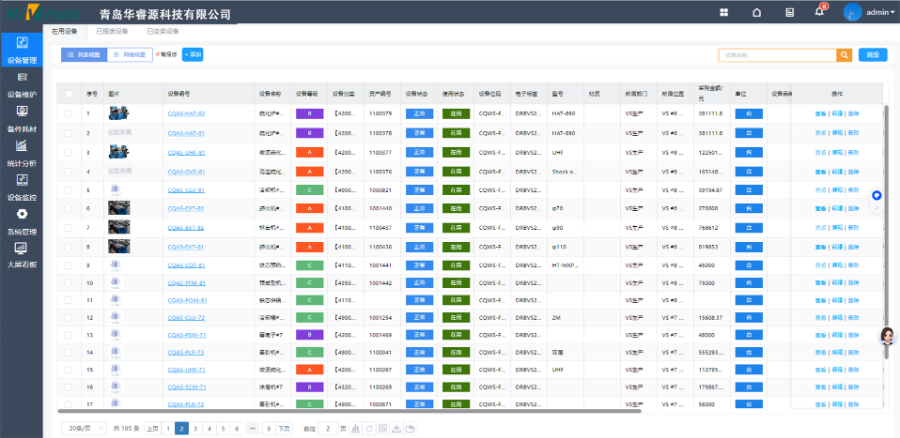
实现这一转变需要四大技术支柱:物联网感知层:通过智能传感器实时采集振动、温度、电流等设备状态参数。某石化企业部署了超过2万个监测点,构建了完整的设备健康感知网络。数据中台:对海量设备数据进行清洗、存储和分析。某装备制造商建立了包含30TB设备运行数据的分析平台,支持毫秒级实时响应。人工智能算法:包括故障预测、寿命预估、能效优化等模型。某钢铁厂的AI预测系统可提前72小时预警轧机异常,准确率达93%。数字孪生技术:构建虚实映射的仿真环境。某飞机制造商通过数字孪生将新机型调试周期缩短40%。青岛工厂设备管理系统报价设备管理系统可跟踪备件使用寿命,提供到期提醒,确保备件及时更换。

麒智设备管理系统提供简化的用户界面和操作流程,使得用户可以快速上手和操作系统,减少培训成本和学习曲线。系统的用户界面设计简洁明了,注重用户体验。用户可以通过直观的界面快速了解系统的功能和操作方式。系统的菜单和功能布局合理,使得用户可以快速找到所需的功能和信息,提高工作效率。操作流程方面,麒智设备管理系统注重用户操作的便捷性和连贯性。系统的操作流程经过精心设计,减少了不必要的步骤和冗余操作。用户可以按照流程引导逐步完成各项任务,无需繁琐的手动操作和数据输入。这样可以提高操作的准确性和效率,节省用户的时间和精力。
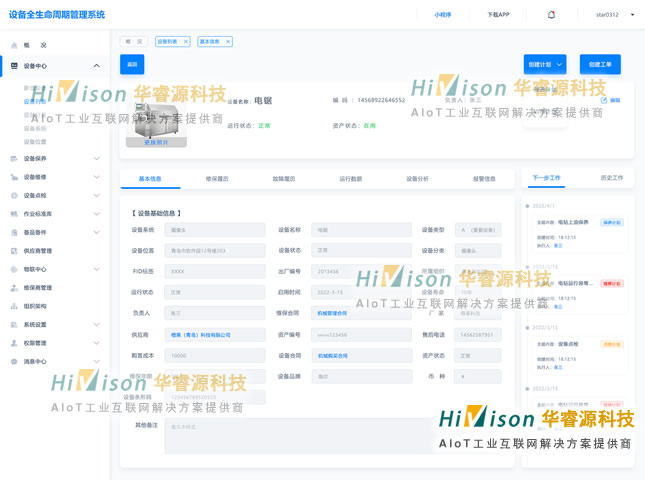
在应用优势方面,智能化设备管理系统为企业创造了多重价值。经济效益通过预防性维护和备件优化,企业运维成本普遍降低百分之二十至三十五。其次是管理效能的提升,标准化流程和数字化工具使设备管理效率提高百分之五十以上。更重要的是战略价值的创造,设备数据资产化为企业决策提供了全新维度,某工程机械厂商通过分析设备运行数据,优化产品设计,使新产品故障率降低了百分之四十。实施路径上,企业通常采用三步走策略。首先是基础建设阶段,重点完成设备联网和数据平台搭建。其次是能力建设阶段,开发智能分析模型和应用场景。持续优化阶段,完善知识库和自主决策能力。某电子制造企业通过十八个月的系统实施,设备综合效率提升了十五个百分点,年节约运维成本两千八百万元。设备管理系统还可对设备供应商进行管理,记录供应商基本信息、供货情况等,为选择供应商提供参考。
降低设备运行成本。改善供应链管理:工业物联网技术可以实时追踪物料、产品的流动情况,优化供应链布局和运输路线,降低物流过程中的能源消耗。通过对供应链数据的分析,可以识别出低效率和瓶颈环节,提出改进措施,提高整体运营效率。促进创新业务模式:工业物联网技术的应用可以促进制造业向服务型制造转型,通过提供基于数据的增值服务,创造新的盈利点。例如,基于能耗数据的能源管理服务、基于设备运行数据的设备健康管理服务等,都可以为制造业带来额外的收入。综上所述,工业物联网通过节约能源帮助制造业实现盈利的方式具有多样性和综合性。通过智能能耗监控与管理、提升能源利用效率、优化设备维护与管理、改善供应链管理以及促进创新业务模式等多个方面的综合作用,工业物联网为制造业带来了**的节能效果和盈利机会。并且需要一些维护)。能耗数据可用于改善生产计划,降低总体能耗,并降低相关成本。查明非工作时间浪费的能源也可以帮助您节省资金。3.供应链和劳动力优化工业物联网为供应链的各个方面提供实时信息。高效的实施为您提供了一幅清晰的画面,可以展示材料、设备和产品在整个流程中是如何移动的。完整记录采购、维修、改造等历史,随时调阅技术文档和操作手册。化工设备管理系统技术
未来随着技术的迭代,设备管理系统将向更自动化、更互联的方向发展,成为企业降本增效的重要工具。青岛工厂设备管理系统报价
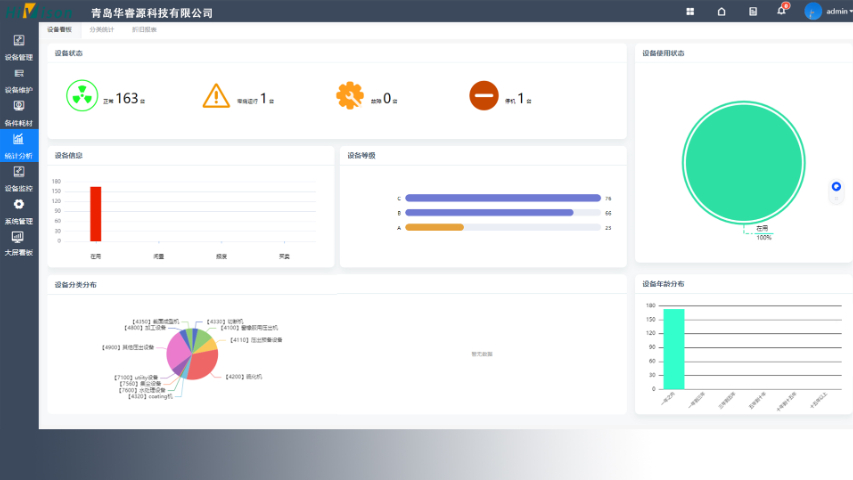
设备故障管理与维修是设备全生命周期管理系统的重要功能之一。该功能旨在帮助企业有效处理设备故障和维修事务,以减少停机时间和提高设备的可用性。系统允许用户记录设备故障的详细信息,包括故障描述、发生时间、故障分类和影响范围等。通过系统的故障管理功能,用户可以对故障进行分类、优先级排序和分派。系统还提供维修工单的生成和跟踪功能,用户可以根据故障的严重程度和紧急程度,安排维修任务的执行,并跟踪维修进度。在维修过程中,系统可以记录维修的详细过程,包括维修人员、维修时间、维修内容和使用的零件等。通过设备故障管理与维修功能,企业能够更好地响应设备故障,及时解决问题,减少停机时间,提高设备的可用性和客户满意度。青岛工厂设备管理系统报价
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。维修工单自动关联备件库存,库存不...
- 青岛港口设备管理系统 2026-03-22
- 青岛加工设备管理系统供应商 2026-03-21
- 江苏设备管理系统价格 2026-03-21
- 设备管理系统设计 2026-03-21
- 陕西实验设备管理系统 2026-03-20
- 青岛设备管理系统 app 2026-03-20
- 四川小型设备管理系统价格 2026-03-20
- 加工设备管理系统联系人 2026-03-19
- 青岛通用设备管理系统的设计 2026-03-19
- 四川自动设备管理系统开发 2026-03-19
- 西藏设备管理系统开发 2026-03-16
- 广东设备管理系统 2026-03-06
- 黑龙江设备管理系统 2026-03-06
- 青岛制造设备管理系统功能有哪些 2026-03-06
- 四川小型设备管理系统开发 2026-03-05
- 广西机械设备管理系统 2026-03-05


- 陕西实验设备管理系统 03-20
- 青岛设备管理系统 app 03-20
- 四川小型设备管理系统价格 03-20
- 加工设备管理系统联系人 03-19
- 青岛通用设备管理系统的设计 03-19
- 四川自动设备管理系统开发 03-19
- 四川加工设备管理系统软件 03-18
- 加工设备管理系统联系方式 03-17
- 河南物联网设备管理系统 03-17
- 工厂设备管理系统大概费用 03-17