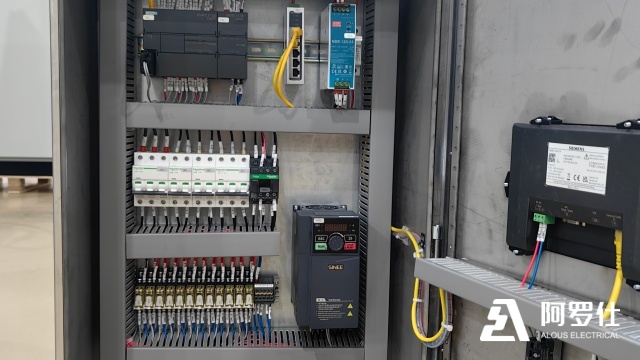
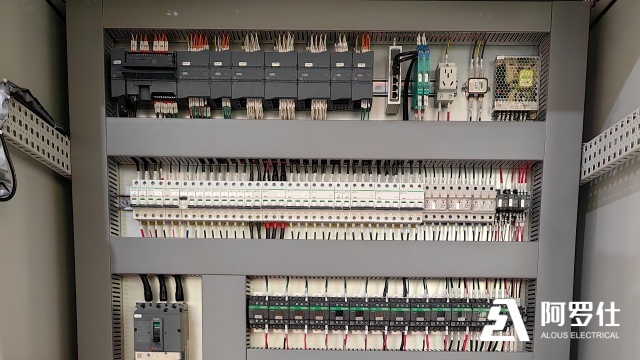
plc控制柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障plc控制柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。阿罗仕合规、安全、高效的plc控制柜,是您提升生产竞争力的坚实基石。非标plc控制柜定制
plc控制柜应设置紧急分断按钮,且按钮需直接关联主回路断路器,确保突发故障时快速断电。紧急分断按钮是应对设备失控、人员遇险等紧急情况的末尾一道安全防线,其关键要求是 “直接关联”——即按钮信号不经过 PLC、中间继电器等间接控制环节,而是通过硬接线直接连接主回路断路器的脱扣线圈,避免中间环节故障导致按钮失效。按钮需采用红色蘑菇头设计,突出柜体表面且加装黄色警示圈,安装在操作人员抬手可及的位置(高度 1.2-1.5m),按下后需顺时针旋转才能复位,防止误碰复位。动作时,按钮触发脱扣线圈通电,断路器瞬间分断主回路,切断所有动力和控制电源。日常维护中需每月测试按钮功能,按下后检查主断路器是否立即分断,确保紧急时刻能 100% 可靠动作。南通车间plc控制柜OEM阿罗仕plc控制柜的长期价值,体现在稳定性能与低故障率带来的高效生产中。

落地式plc控制柜需固定地脚螺栓,防止设备移位或倾倒,落地式plc控制柜体积大、重量重(通常数十公斤至数百公斤),若未固定或固定不牢固,在运输、安装或长期使用中(如受振动、碰撞)易出现移位,甚至倾倒,导致元件损坏、线路断裂,存在安全隐患。固定时需先在安装地面(通常为混凝土地面)按plc控制柜底座螺栓孔位置钻孔,放入膨胀螺栓,再将plc控制柜放置在指定位置,对齐螺栓孔后拧紧螺母,确保地脚螺栓与柜体紧密连接。地脚螺栓的规格需根据plc控制柜重量确定,如重量小于 100kg 的plc控制柜,可选用 M12×80mm 膨胀螺栓;重量大于 200kg 的plc控制柜,需选用 M16×100mm 膨胀螺栓,且每个柜体固定螺栓数量不少于 4 个,分布在柜体底座四角。固定完成后,需检查plc控制柜是否垂直(用水平仪测量,垂直度偏差不大于 1.5mm/m),防止柜体倾斜导致内部元件受力不均。
按用途划分,plc控制柜可分为动力plc控制柜、照明plc控制柜和自动化控制plc控制柜等,不同类型的plc控制柜在功能设计、元件配置和应用场景上差异明显。动力plc控制柜主要用于给电机、水泵、风机等动力设备供电与控制,内部常配备大容量断路器、接触器和热继电器,确保能承载动力设备的启动电流和额定负载,广泛应用于工厂车间、污水处理厂等场所。照明plc控制柜专注于建筑照明回路的控制,除基础配电元件外,还会集成漏电保护器和定时器,可实现照明区域的分组控制、定时开关,适用于商场、办公楼、住宅小区等场景。自动化控制plc控制柜则集成 PLC(可编程逻辑控制器)、变频器等智能元件,能根据预设程序自动调节设备运行,多用于汽车生产线、智能仓储等自动化程度高的领域。阿罗仕plc控制柜注重细节打磨,从接口到防护精益求精,让您使用更安心。

plc控制柜出厂前需进行通电测试,验证控制逻辑和保护功能是否正常,这是确保plc控制柜产品质量、避免安装后出现故障的关键环节。通电测试前需先进行外观检查和绝缘电阻测试,确保柜体无变形、元件安装牢固、导线连接正确,绝缘电阻(相间、相对地)不小于 1MΩ。通电测试时,先接通控制回路电源,测试 PLC 编程逻辑是否符合设计要求,如按钮控制电机启停、指示灯状态是否与回路状态一致;再接通主回路电源,测试保护功能:模拟过载故障(通过调大负载电流),检查热继电器是否能及时动作切断回路;模拟短路故障(通过短接导线),检查断路器是否能快速分断;模拟漏电故障,检查漏电保护器是否能正常动作。测试过程中需记录各项参数(如动作时间、动作电流),若发现控制逻辑错误或保护功能失效,需及时调整元件参数或修改 PLC 程序,直至所有测试项目合格后,plc控制柜才能出厂。从plc控制柜设计、制造、安装、调试,阿罗仕一站式服务帮您省去多方对接,高效省心。常州ceplc控制柜
通过PLC控制柜,可以实现复杂的逻辑控制和运算。非标plc控制柜定制
汽车生产线的plc控制柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc控制柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc控制柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc控制柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc控制柜发送 “焊接完成” 信号,plc控制柜再控制输送线将工件送至下一工序。此外,plc控制柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc控制柜会立即向机器人发送停机指令,确保人员和设备安全。非标plc控制柜定制