在选矿生产线上,设备磨损是影响连续作业的关键因素。先进的新型耐磨保护技术通过复合材料叠加和表面强化处理,为设备关键部位构建起可靠防护。观察一台连续运转三个月的球磨机可以发现,经过特殊处理的衬板表面仍保持着均匀的磨损形态,没有出现局部深度凹陷。这种保护技术采用梯度材料设计,表层硬质合金抵抗冲击,中层韧...
选矿设备耐磨保护基本参数
- 品牌
- 贵州祥润环保科技有限公司
- 型号
- ULC系列
选矿设备耐磨保护企业商机
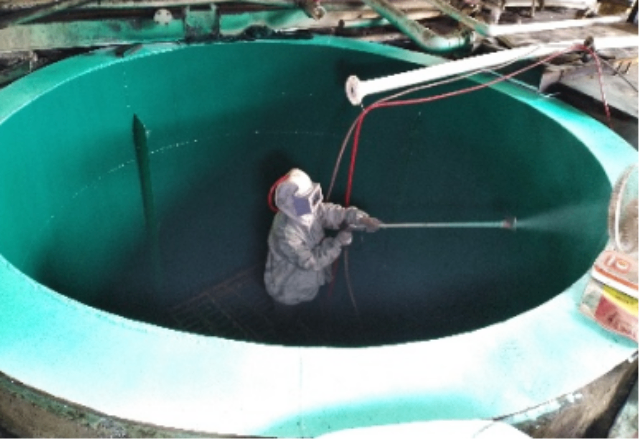
ULC喷涂型耐磨材料在球磨机衬板保护中展现出**性突破。针对铁矿湿式球磨机开发的纳米复合ULC涂层,通过超音速火焰喷涂(HVOF)技术形成梯度结构(表层1200,过渡层900,结合层650),其抗冲击疲劳性能达到传统高锰钢衬板的6倍(ASTME466标准测试)。某铁矿选厂实测数据显示,在磨矿浓度65%、钢球直径100mm的工况下,ULC涂层衬板运行18000小时后磨损量*,而传统衬板在8000小时即需更换。关键技术创新在于涂层中定向排列的碳化钨晶须(直径200nm,长径比20:1),通过"裂纹偏转-晶须桥联"机制将冲击能量分散,电镜分析证实其疲劳裂纹扩展速率降至×10⁻⁸mm/cycle。更值得注意的是,该涂层的腐蚀电流密度*为×10⁻⁷A/cm²(pH=3的酸性矿浆),通过原位形成的WO₃钝化膜实现了磨损-腐蚀协同防护,使衬板综合寿命提升至传统材料的,年维护成本降低42%。 电磁场辅助电沉积技术使镍基镀层硬度提升40%,沉积速率提高2倍。铜仁化工选矿设备耐磨保护应用案例

选矿设备的耐磨保护是矿山生产中的关键技术之一,其**在于通过材料和技术手段减少设备因矿石摩擦、化学腐蚀等因素导致的损耗。耐磨保护通常采用橡胶内衬、高分子涂层或金属复合材料,这些材料能够有效吸收冲击力、降低摩擦系数,并在极端环境下保持稳定性。例如,橡胶内衬因其高弹性和耐磨性,被广泛应用于球磨机、振动筛等设备的内壁,可减少金属部件的直接磨损,延长设备寿命30%以上。此外,耐磨保护还能***降低维护频率和停机时间,从而提升生产效率。根据实际案例,采用耐磨保护的选矿设备年维护成本可降低40%-50%,同时减少因停机造成的产能损失,经济效益***。铜仁化工选矿设备耐磨保护应用案例量子传感涂层通过荧光衰减实时显示磨损量,精度±5μm。
选矿设备耐磨保护的技术发展正呈现材料复合化与工艺智能化的双重突破。在材料复合方面,***研发的梯度功能材料通过3D打印技术实现微观结构可控,如采用选区激光熔化(SLM)工艺制备的Fe-Cr-Mo-W-V多主元合金,其表层硬度可达HRC65而芯部保持HRC35的韧性,使圆锥破碎机动锥衬板在承受200MPa冲击载荷时兼具抗裂性和耐磨性。智能耐磨涂层技术取得***进展,基于物联网的在线监测系统可实时采集涂层磨损数据,当厚度损耗达预警阈值时自动触发修复程序,某铁矿球磨机应用该技术后维护周期延长至传统方法的4倍。特别值得注意的是,仿生学原理在耐磨设计中的应用日益深入,借鉴贝壳珍珠层"砖-泥"结构的陶瓷-聚合物复合材料,其断裂功提升至传统材料的8-10倍,为高应力磨蚀工况提供了创新解决方案。
选矿设备耐磨保护的材料基因组工程正引发技术革新。通过高通量计算(密度泛函理论DFT结合CALPHAD方法)筛选出的Fe-Cr-Mo-Ni-Ti-B高熵合金体系,经真空感应熔炼(熔炼温度1600℃±10℃)后,其硬度(HV1250)与断裂韧性(KIC=15MPa·m¹/²)的乘积(即韧硬积)达18.7×10³MPa·m¹/²,远超传统高铬铸铁(8.5×10³MPa·m¹/²)。在铜矿半自磨机衬板应用中,该材料使磨损率降至1.8×10⁻⁷mm³/N·m,且冲击载荷下的裂纹扩展路径呈现分形特征(分形维数1.63),有效延缓了疲劳失效。同步辐射X射线断层扫描显示,其多尺度析出相(尺寸50nm-2μm)可偏转裂纹达72°,这是其寿命提升3.8倍的关键机制。冷喷涂Fe基非晶合金涂层孔隙率<0.3%,结合强度70MPa。

旋流器内衬的ULC防护需解决高速矿浆(流速15-25m/s)的冲蚀磨损问题。采用反应等离子喷涂(RPS)制备的TiC-FeAl金属间化合物涂层展现出独特优势:① 微米级蜂窝结构(孔径20-50μm)可耗散流体动能;② 纳米TiC颗粒(20-30nm)镶嵌于FeAl基体,使冲蚀率(ASTM G76标准)降至1.2×10⁻⁴g/g;③ FeAl相高温氧化生成的α-Al2O3膜(厚度100-150nm)赋予优异耐酸碱性能(pH耐受范围1-13)。某铁矿选厂数据显示,ULC涂层旋流器在处理磁铁矿(密度5.2g/cm³)时,使用寿命达14个月,较聚氨酯衬里延长60%,且可承受-40℃至120℃的温度骤变。该技术的**参数包括喷涂功率45-50kW、送粉速率30g/min、氩气/氢气混合比9:1,能实现涂层孔隙新型硼铝镁复合材料(BAM)硬度达HV2800,破碎机锤头寿命突破8000小时。铜仁化工选矿设备耐磨保护应用案例
摩擦电纳米发电机将设备振动能转化为电能,供传感器网络使用。铜仁化工选矿设备耐磨保护应用案例
选矿设备中破碎机部件的ULC耐磨涂层技术面临高冲击载荷与复杂磨损机制的挑战。针对颚式破碎机动颚与齿板的工况(接触应力达1.2-1.8GPa),采用WC-10Co-4Cr超硬ULC涂层通过超音速火焰喷涂(HVOF)形成厚度0.3-0.5mm的保护层,其维氏硬度达HV0.3 1400-1600,断裂韧性KIC为8-10MPa·m1/2。工业测试表明,处理铁矿石(莫氏硬度6.5)时,涂层齿板寿命较传统高锰钢提升3倍,关键创新在于涂层中引入15-20nm的Cr3C2晶界强化相,使多冲疲劳寿命(ASTM E466标准)达到2.1×10⁶次,较未涂层部件提高470%。该技术特别适用于含石英脉石(SiO2含量>25%)的矿石破碎,能有效抵抗显微切削与应变疲劳的复合磨损
与选矿设备耐磨保护相关的文章

遵义防水选矿设备耐磨保护应用案例
- 河南新型选矿设备耐磨保护行价 2026-04-24
- 贵阳新型选矿设备耐磨保护支持紧急加单生产吗 2026-04-24
- 重庆耐腐蚀选矿设备耐磨保护比普通寿命长多少 2026-04-23
- 四川高效选矿设备耐磨保护起订量是多少 2026-04-22
- 铜仁环保选矿设备耐磨保护如何验证是原厂产品 2026-04-22
- 毕节环保选矿设备耐磨保护 2026-04-22
- 四川选矿设备耐磨保护用途 2026-04-22
- 六盘水高效选矿设备耐磨保护防火等级 2026-04-22
- 本地选矿设备耐磨保护推荐厂家 2026-04-22
- 毕节选矿设备耐磨保护使用方法 2026-04-21
- 贵阳本地选矿设备耐磨保护防火等级 2026-04-21
- 贵阳高效选矿设备耐磨保护反应时间 2026-04-21
与选矿设备耐磨保护相关的产品



与选矿设备耐磨保护相关的新闻
-
铜仁化工选矿设备耐磨保护应用案例 2026-03-20 14:07:12ULC喷涂型耐磨材料在球磨机衬板保护中展现出**性突破。针对铁矿湿式球磨机开发的纳米复合ULC涂层,通过超音速火焰喷涂(HVOF)技术形成梯度结构(表层1200,过渡层900,结合层650),其抗冲击疲劳性能达到传统高锰钢衬板的6倍(ASTME466标准测试)。某铁矿选厂实测数据显示,在...
-
六盘水新型选矿设备耐磨保护起订量是多少 2026-03-19 11:06:54耐磨材料的选择直接影响防护效果。高纯度碳化硅陶瓷(添加铌、钽元素)经1600℃烧结后,莫氏硬度达9.5,其耐磨性为锰钢的266倍且耐pH值1-14的强腐蚀环境,特别适用于渣浆泵过流件。高分子量聚乙烯衬板凭借0.07-0.12的**摩擦系数,可减少矿石粘附并降低能耗,其抗冲击强度是ABS塑料的5倍,在...
-
六盘水化工选矿设备耐磨保护代理商 2026-03-19 16:07:25在输送系统耐磨防护方面,螺旋分级机叶片采用堆焊碳化钨颗粒(WC含量30%-35%)的强化方案,通过等离子转移弧焊(PTA)工艺使表面硬度达到HRC62-65,在赤铁矿选矿厂的应用中使叶片更换周期从3个月延长至18个月。旋流器内衬则应用了氧化铝陶瓷贴片技术,采用模块化设计便于局部更换,96%氧化铝含量...
-
贵州本地选矿设备耐磨保护试验 2026-03-18 15:07:41旋流器内衬的ULC防护需解决高速矿浆(流速15-25m/s)的冲蚀磨损问题。采用反应等离子喷涂(RPS)制备的TiC-FeAl金属间化合物涂层展现出独特优势:① 微米级蜂窝结构(孔径20-50μm)可耗散流体动能;② 纳米TiC颗粒(20-30nm)镶嵌于FeAl基体,使冲蚀率(ASTM G76标准...
与选矿设备耐磨保护相关的问题
新闻资讯
产品推荐
-

贵阳环保级ULC喷涂型类橡胶材料厂家直销价格
2026-05-01 -
毕节耐腐蚀高分子防火防潮封堵剂日常维护需要注意什么
2026-04-30 -

毕节如何分辨高分子防火防潮封堵剂客服电话
2026-04-30 -

六盘水化工高分子防火防潮封堵剂防火等级
2026-04-30 -

遵义如何分辨高分子防火防潮封堵剂主要作用
2026-04-30 -
贵阳化工高分子防火防潮封堵剂用途
2026-04-30 -

云南ULC喷涂型类橡胶材料厂家直销价格
2026-04-30 -

安顺附近高分子防火防潮封堵剂应用案例
2026-04-30 -
安顺高弹力ULC喷涂型类橡胶材料客服电话
2026-04-30