- 品牌
- 瑛达机械
- 型号
- 型号齐全,可定制
- 产地
- 杭州萧山
- 是否定制
- 是
低温蜡模具定制专注于精密铸造与工艺品制作领域的模具需求,为客户打造高精度、细节还原度高的低温蜡模具,可适配各类小型、精密铸件的成型铸造。定制过程中严格遵循低温蜡模具的制作工艺,从低温蜡原料的甄选开始,根据铸件的精度要求与结构特点,确定低温蜡的调配比例,随后进行模具压型的精确设计与加工,把控压型的尺寸精度与表面光洁度。在模具制作过程中,注重蜡料的浇注温度与冷却速度的控制设计,确保低温蜡能充分填充模具型腔,精确还原铸件的细微结构与轮廓。针对铸造过程中可能出现的蜡模表面粗糙、孔洞等问题,在模具设计阶段就提前优化排气结构,同时根据客户的铸件材质与生产批量,调整模具的脱模结构与耐用性。定制完成后的低温蜡模具能实现精密铸件的高效成型,蜡模的尺寸精度与表面质量能完全满足后续铸造工序的要求。提供无偿模具方案评估,为客户定制更合理的开模建议。北京涡轮叶片模具按需定制

水平生产线模具定制中,我们注重模具的生产效率与铸件的一致性把控,通过优化模具的结构设计与工艺参数,让定制的模具能适配水平生产线的自动化生产节奏,实现铸件的批量、高质量生产。在模具结构设计中,优化模具的脱模结构与定位结构,确保铸件能快速、完整脱模,且脱模后铸件的定位精度高,能满足后续自动化加工的要求。优化模具的浇注系统,采用高效的浇注设计,确保金属液能快速、均匀地填充型腔,提升铸件的生产效率。同时结合水平生产线的自动化控制要求,在模具中增加传感器与定位装置,实现模具与生产线的自动化联动,提升生产线的自动化程度。在工艺参数优化中,根据铸件的材质与结构特点,精确把控浇注温度、浇注速度等工艺参数,确保每一个铸件的成型质量一致,降低铸件的不良率,提升生产线的整体生产效率。山西涡轮配件模具定制加工专注精密模具定制,适用于电子、家电、汽车等多个领域。
树脂砂泵壳模具定制中,我们特别注重泵壳铸件的内腔光滑度与流道顺畅性,在模具设计与制作过程中采用多项工艺措施,确保泵壳铸件的流体力学性能达到设计要求。在模具型腔设计阶段,采用高精度的三维建模技术,对泵壳的流道曲线进行精确设计,确保流道曲线的光滑过渡,减少流体在流道内的阻力。在模具制作过程中,采用高精度的数控加工设备对模具型腔进行加工,同时对型腔表面进行精细的抛光处理,提升型腔的表面光洁度,确保制作的泵壳铸件内腔光滑,流道顺畅。优化模具的浇注系统与排气结构,避免金属液在浇注过程中产生涡流与卷气,确保金属液能平稳填充型腔,减少铸件内部的气孔与夹渣,提升泵壳的密封性能。试模后对泵壳铸件进行水压测试与流体性能测试,根据测试结果对模具型腔进行细微调整,确保泵壳铸件的性能满足使用要求。
我司在模具定制过程中,始终坚持以客户需求为重心,为每一位客户提供专属的模具定制解决方案,从前期的需求沟通、工艺分析,到中期的模具设计、加工制造,再到后期的试模调整、售后支持,形成全流程、一站式的定制服务体系。在接到客户的模具定制需求后,专业的技术团队会初位时间与客户沟通,深入了解铸件的产品特性、使用工况、生产批量、精度要求以及配套生产设备等重心信息,结合不同模具类型的工艺特点,为客户推荐很适合的模具制作工艺与材质选择。同时利用三维建模、工艺模拟等先进技术,对模具的设计方案进行仿真分析,提前预判铸造过程中可能出现的问题,优化模具结构,减少试模次数。在模具加工制造阶段,采用先进的数控加工设备,严格把控加工精度,每一道工序都进行严格的质量检测,确保模具的加工质量符合设计要求。试模阶段安排专业技术人员全程跟进,根据试模结果及时优化调整模具,待模具完全达标后再交付客户,同时为客户提供模具使用指导与后期维护服务。模具定制结合仿真分析,提前规避成型缺陷与生产风险。
树脂砂模具定制中,我们充分利用树脂砂自硬工艺的优势,为客户定制能实现快速生产、高精度成型的树脂砂模具,同时不断优化树脂砂的配比与模具的硬化工艺,提升模具的成型质量与生产效率。在定制过程中,根据客户的铸件材质与结构特点,科学调整树脂砂中树脂、固化剂与原砂的配比,确保树脂砂具有良好的流动性、强度与透气性,能快速固化成型,同时减少树脂砂的发气量,避免铸件出现气孔缺陷。优化模具的硬化工艺设计,根据环境温度与湿度的变化,设计可调节的硬化时间控制装置,让客户能根据实际生产情况灵活调整,确保模具砂芯的硬化效果。同时在模具型腔表面进行特殊处理,提升模具的抗粘砂性与脱模性能,让砂芯成型后能快速、完整脱模,减少砂芯的破损率,提升整体生产效率。可定制自动化配套模具,实现无人化高效生产。吉林压铸模具推荐厂家
专注为制造企业提供稳定可靠、性价比高的模具定制方案。北京涡轮叶片模具按需定制
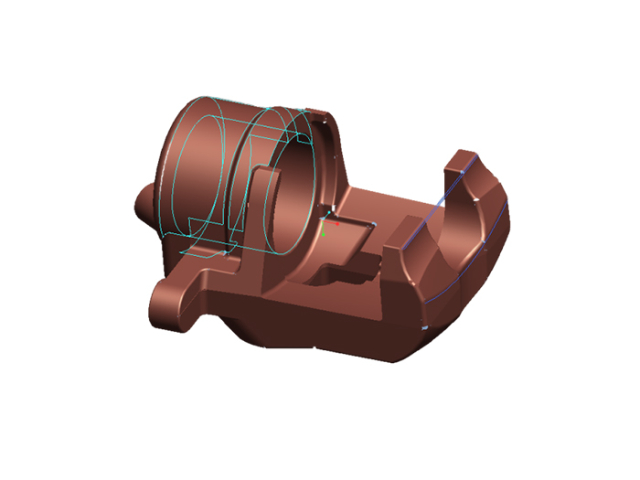
重力铸造模具定制是我司的优势定制业务之一,可根据客户的铸件材质(如铝铸件、球铁铸件)、结构特点与生产需求,量身打造适配的重力铸造模具,广泛应用于汽车转向节、汽车万向钳体、铝铸件等产品的铸造生产。定制过程中严格遵循重力铸造模具的质量标准,将模具工作形体与加工定位基准的位置极限偏差控制在极小范围,科学设计模具的拔模斜度与铸件圆角,在保证顺利脱模的前提下尽可能减小拔模斜度,提升铸件的成型精度。针对重力铸造依靠金属液自重充型的特点,优化模具的浇注系统、排气结构与补缩通道,确保金属液能平稳、均匀地填充型腔,实现顺序凝固,有效避免铸件出现气孔、缩孔、冷隔等缺陷。同时选用 H13 等良好热作模具钢制作模具重心部件,经过真空热处理与表面渗氮工艺,提升模具的耐温性、抗热疲劳性与耐磨性,让定制的重力铸造模具能适应长期、稳定的生产工况。北京涡轮叶片模具按需定制
- 天津翻砂模具价格 2026-03-20
- 河南升降机模具加工工厂 2026-03-20
- 四川汽车配件模具按需定制 2026-03-20
- 江苏涡轮配件模具哪家好 2026-03-20
- 广东重力浇铸模具联系方式 2026-03-20
- 甘肃不锈钢模具定制加工 2026-03-20
- 浙江泵壳模具定制加工 2026-03-20
- 陕西涡轮叶片模具设计加工 2026-03-20