- 品牌
- 南京爱能
- 型号
- AN-SFK
- 类型
- 高效过滤器
- 壳体材质
- 铝合金
- 滤料更换方式
- 一次性使用
- 加工定制
- 是
- 样式
- 厢式,板框式
- 用途
- 除尘,空气过滤
- 性能
- 高效过滤,精密过滤
- 原理
- 吸附法
对于医药、食品等行业,高效送风口对微生物的过滤效率是关键指标,测试方法遵循 GB/T 14295-2008《空气过滤器》和 ISO 14698-3 标准。采用枯草芽孢杆菌孢子作为挑战微生物,浓度≥10^6CFU/m³,通过气溶胶发生装置注入送风口上游,下游用撞击式空气采样器收集样品,培养 48 小时后计数菌落数。H13 级过滤器对微生物的过滤效率应≥99.99%,实际应用中,配合过滤器上游的初中效过滤和下游的紫外线照射,可将洁净室空气中的微生物浓度控制在≤5CFU/m³。测试时需注意环境温湿度对微生物活性的影响,保持测试条件为温度 20-25℃,相对湿度 50%-60%,确保数据的准确性。定期进行微生物过滤效率检测,是验证送风口在生物洁净环境中可靠性的重要手段。高效送风口的散流板设计,能有效均匀分布气流,避免局部涡流产生。北京高效送风口
容尘量是衡量高效过滤器使用寿命的重要指标,指过滤器达到终阻力时所容纳的粉尘质量,通常 H13 级过滤器容尘量为 500-700g/㎡。容尘量与滤材的纤维密度、折叠高度和结构设计密切相关,采用深层折叠结构的过滤器可有效增加容尘空间,延长更换周期。在实际应用中,过滤器寿命受洁净室运行时间、污染物浓度和气流组织影响,通过压差监控曲线分析,当阻力增长速率加快(如每月阻力增加超过初阻力的 10%),表明过滤器接近容尘极限,需及时更换。现代智能送风口通过内置的物联网模块,将阻力数据上传至云端平台,利用机器学习算法建立过滤器寿命预测模型,结合历史数据和实时工况,精确计算剩余使用时间,避免因过度使用导致洁净度下降或能耗增加,实现科学的维护管理。北京高效送风口光学镜片制造车间的高效送风口,减少颗粒污染,提高良品率。
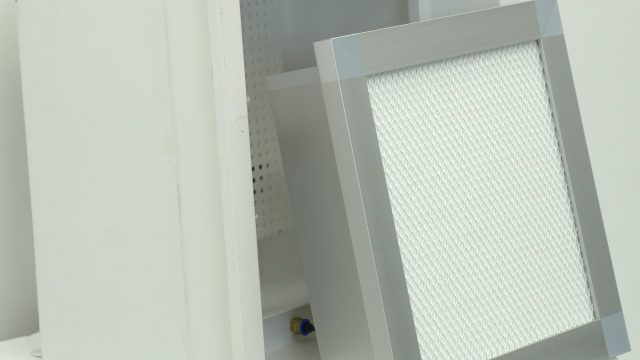
模块化设计是提升高效送风口安装效率和维护便利性的重要技术方向。送风口采用标准化组件设计,将静压箱、过滤器安装框架、散流板和调节阀分解为单独模块,各模块通过卡扣式或法兰式接口快速组装,安装时间较传统焊接式结构缩短 40% 以上。过滤器更换模块采用前置式设计,无需进入吊顶内部,只需在洁净室一侧拆卸散流板即可取出旧过滤器,更换过程可在 15 分钟内完成,明显减少停机时间。模块化结构还支持不同过滤效率的快速切换,当洁净室工艺升级需要提高洁净度等级时,只需更换过滤器模块和相应的散流板,无需改造整个送风系统。这种设计理念符合工业 4.0 对设备灵活性的要求,尤其适用于需要频繁维护或工艺调整的洁净厂房,降低了施工难度和后期改造成本。
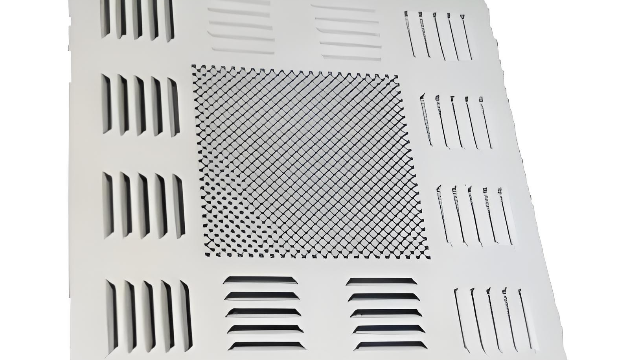
生物安全实验室对气流组织和微生物控制有极高的安全防护要求,高效送风口在此类场景中需具备多重防护功能。针对 P3、P4 级实验室,送风口需采用防泄漏设计,过滤器与静压箱之间采用双密封胶条和机械压紧装置,经气溶胶检漏测试确保泄漏率低于 0.01%,防止有害微生物气溶胶外泄。送风口的散流板设计为向下 45 度倾角的密孔结构,配合底部负压排风系统,形成稳定的定向气流,避免室内空气回流污染。此外,送风口下游可集成紫外线杀菌模块或高效过滤器消毒单元,在停机维护前对送风口内部进行消毒处理,杀灭残留的微生物。对于涉及高致病原的实验室,送风口的材质需选用不锈钢 316L,表面进行电解抛光处理,便于使用过氧乙酸等消毒剂进行彻底清洁,同时满足 GMP 附录《生物制品》对设备表面抗腐蚀和易清洁的要求,确保实验室环境安全可控。新能源电池生产车间的高效送风口,维持洁净生产环境。
高效送风口的设计、生产和安装需遵循一系列国家标准和行业规范,以确保设备的质量和性能符合洁净室的使用要求。目前,我国现行的相关标准主要包括 GB/T 13554-2008《高效空气过滤器》、GB 50073-2013《洁净厂房设计规范》、GB 50591-2010《洁净室施工及质量验收规范》等。GB/T 13554-2008 规定了高效空气过滤器的分类、技术要求、测试方法和检验规则,明确了过滤器的过滤效率、阻力、容尘量等关键性能指标。GB 50073-2013 对洁净厂房的送风口布置、气流组织、风量计算等做出了详细规定,为送风口的选型和系统设计提供了依据。GB 50591-2010 则规范了洁净室施工过程中送风口的安装工艺、质量验收标准和测试方法,确保送风口的安装质量符合要求。此外,行业规范如 JGJ 71-1990《洁净室施工及验收规范》(修订版)、ISO 14644-1《洁净室及相关受控环境 第 1 部分:空气洁净度等级的分类》等也对高效送风口的应用具有重要的指导意义。生产企业需严格按照这些标准规范进行产品设计和制造,施工单位应遵循规范要求进行安装和调试,确保高效送风口在洁净室中发挥良好的作用,保障洁净室的各项性能指标符合相关标准。食品无菌车间的高效送风口,维持车间空气质量符合卫生标准。宁夏怎么样高效送风口电话
安装高效送风口时,需确保与吊顶密封严密,防止未过滤空气泄漏。北京高效送风口
泄漏检测是确保高效送风口密封性能的关键工序,常用方法包括气溶胶扫描法和压力衰减法。气溶胶扫描法使用 PAO(多分散气溶胶)发生器在送风口上游发生 0.3μm 的气溶胶粒子,下游用激光粒子计数器扫描过滤器边框和接缝处,当检测到粒子浓度超过上游浓度的 0.01% 时,判定为泄漏,需进行密封处理。压力衰减法通过向静压箱内充入一定压力的空气(通常为 500Pa),监测压力下降速率,当每分钟压力下降超过 50Pa 时,表明存在漏风点。生产过程中,每台送风口需进行 100% 泄漏检测,记录检测数据并存档。对于洁净度等级≥ISO 5 级的送风口,还需进行现场安装后的二次检漏,使用便携式气溶胶检漏仪对吊顶接缝、过滤器密封面等易漏点进行扫描,确保漏风率≤0.01%,从制造到安装的全流程质量控制,是保障洁净室长期稳定运行的重要措施。北京高效送风口
- 品牌高效送风口厂家电话 2026-04-21
- 广西常见高效送风口工厂直销 2026-04-16
- 河南常见高效送风口工厂直销 2026-04-15
- 西藏常见高效送风口产品介绍 2026-04-08
- 北京常见高效送风口什么价格 2026-04-08
- 广东高效送风口产品介绍 2026-04-06
- 陕西常见高效送风口供应商 2026-04-06
- 西藏高效送风口电话 2026-03-30
- 吉林高效送风口工厂直销 2026-03-20
- 上海关于高效送风口供应商 2026-03-19
- 北京高效送风口 2026-03-11
- 内蒙古常见高效送风口哪里买 2026-03-06