按制造工艺分类按制造工艺可把翅片管分类为整体翅片管、焊接翅片管、高频焊翅片管和机械连接翅片管。(1)整体翅片管,由铸造、机械加工或轧制而成,翅片与管子为一整体。(2)焊接翅片管,使用钎焊或惰性气体保护焊等工艺制造。现代焊接技术可使不同材料的翅片连接在一起,并能将翅片管制造得简单、经济,具有较好的传热及机械性能,已被应用。由于焊缝中残渣不利于传热,甚至会引起断裂,因此在生产这类翅片管时必须保证焊接工艺质量。(3)高频焊翅片管,利用高频发生器产生的高频电感应,使管子表面与翅片接触处产生高温,在10μm左右的深度范围内使两者溶化,再加压使翅片与管子连为一体。无焊剂,也无焊料,制造简单,生产率高,传热及机械性能优良。这是为理想的一类翅片管,正为广大用户认识和采用。(4)机械连接翅片管,通常有绕片式、镶嵌式、套片式或串片式等三种类型。绕片式翅片管制造简单,把金属带用机械或焊接方式周定于管子一端,借管子转动力矩将金属带紧紧地缠绕于管外壁,另一端固定即成绕片式翅片管。绕片的材料可以是铜带、钢带或者铝带。[1]翅片管换热器传热计算编辑翅片管式换热器传热计算的基本方程式与其他管式换热器一样。常州三千科技致力于提供折叠翅片,有想法的可以来电咨询!江西轨道交通折叠翅片加工

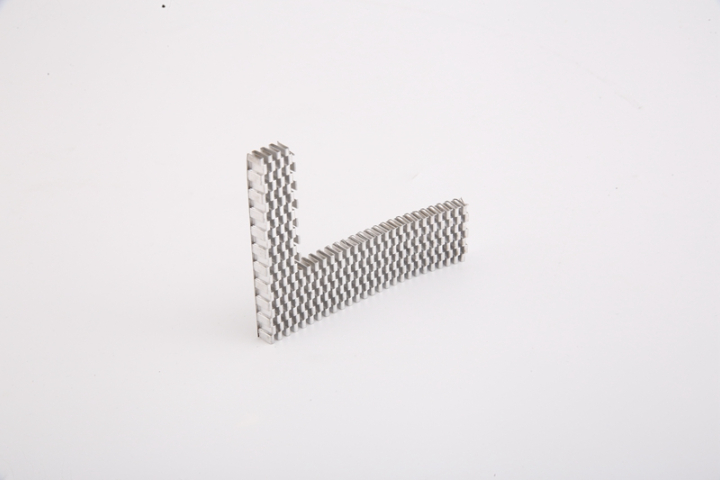
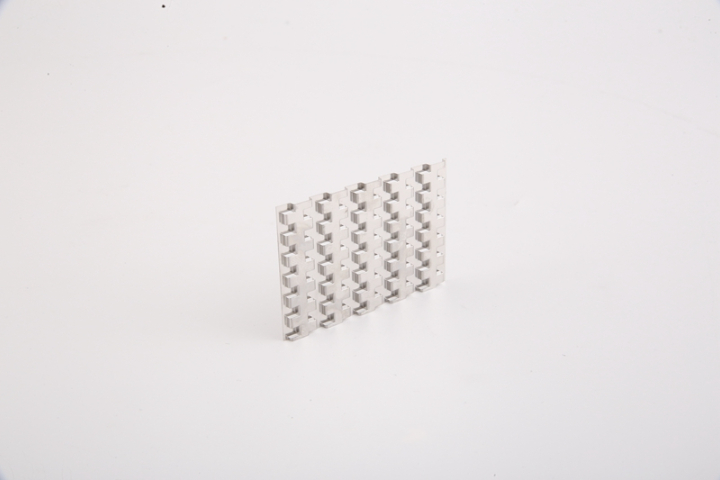
大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。参照图1,在换热器中,包括若干块均匀排列设置的翅片,将换热管穿插至每块翅片的开孔200内,以连接并固定翅片,翅片与换热管可通过焊接方式连接,在翅片上冲压出换热流道,烟气进入到烟气通道时,高温烟气与翅片表面以及换热管发生对流换热,这部分热量通过导热和对流换热方式传递到换热管内的低温水,换热流道包括设置于翅片本体100上的一级凹槽210与二级凹槽220,一级凹槽210深度、二级凹槽220深度根据两块翅片之间的距离而设定,具体的,任一块翅片的一级凹槽210深度与二级凹槽220深度均为h,任意两块相邻的翅片之间的距离为d,h与d的比值为,在该比例下可达到较好的换热效果,在一些实施例中,该比例值为,在该比例下可得到比较好的换热效果。翅片包括翅片本体100,所述翅片本体100上设置有:两个以上开孔200,呈线性排列设置;换热流道,设置于任意两个相邻的所述开孔200之间。吉林汽车散热器折叠翅片镍钛折叠翅片厂家-常州三千科技。

所述拱形凸起位于两个所述二级凹槽之间。两个二级凹槽之间的位置为换热薄弱区,在换热薄弱区的位置设置拱形凸起,拱形凸起形成一个扩口,流经翅片本体的部分烟气经过拱形凸起,能够增强局部区域速度场和温度场的协同程度,从而实现低阻换热。根据本实用新型的一些实施例,所述拱形凸起的凸起高度为2mm至4mm。在此范围内可保证拱形凸起的结构强度与换热效果。根据本实用新型的一些实施例,所述一级凹槽的宽度为n,任意相邻的两个所述开孔之间的距离为n,m与n的比值为。一级凹槽的宽度以相邻的两个开孔之间的距离而定,以达到较好的换热效果。根据本实用新型的一些实施例,所述二级凹槽的宽度为l,所述l与m的比值为。二级凹槽的宽度比一级凹槽的宽度要小,并依照该比例设计,以保证结构强度。根据本实用新型的一些实施例,所述一级凹槽的另一端与连接于所述一级凹槽的所述二级凹槽的另一端的距离不小于10mm。即烟气从一级凹槽进入至分叉点的距离要不小于10mm,以得到较好的换热效果。根据本实用新型的第二方面实施例的一种换热器,包括换热管,还包括若干块均匀排列设置的上述所述的翅片,所述翅片上的所述开孔用于供所述换热管穿过。
本实施例中,所述一级凹槽210的宽度为n,任意相邻的两个所述开孔200之间的距离为n,m为n的比值为,在该比例的设定下达到比较好的换热效果。本实施例中,所述二级凹槽220的宽度为l,所述l与m的比值为。二级凹槽220的宽度比一级凹槽210的宽度要小,并依照该比例设计,以保证结构强度。本实施例中,所述一级凹槽210的另一端与连接于所述一级凹槽210的所述二级凹槽220的另一端的距离为10mm。即烟气从一级凹槽210进入至分叉点的距离要为10mm,充分利用一级凹槽210的强化换热效果,在换热效果减弱之后进入二级凹槽220使速度重新分配,再次强化换热。上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。折叠翅片,就选常州三千科技,让您满意,期待您的光临!

依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,安全性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先。常州三千科技为您提供折叠翅片,有想法的可以来电咨询!湖北汽车散热器折叠翅片加工
折叠翅片,就选常州三千科技,用户的信赖之选,欢迎新老客户来电!江西轨道交通折叠翅片加工
所述凹模板内还设置有一组与桥片单元凸模相适配的推块,所述上子模板内设置有带动推块上下移动的推板,推板与上子模板间设置有将推板向下推动的下压弹簧;所述第二凹模板内还设置有一组与第二桥片单元凸模相适配的第二推块,所述第二上子模板内设置有带动第二推块上下移动的第二推板,第二推板与第二上子模板间设置有将第二推板向下推动的第二下压弹簧。为控制推板和第二推板的行程,所述推板和第二推板上均设置有分别控制推板和第二推板下行行程的限位套,所述上子模板和第二上子模板内分别设置有与限位套配合的限位沉头孔。进一步的,所述下子模板上还分别设置有下卸料板和第二下卸料板,下卸料板上设置有一组与桥片单元凸模相适配的让位孔,第二下卸料板上设置有一组与第二桥片单元凸模相适配的让位孔;所述下子模板上分别设置有将下卸料板和第二下卸料板向上顶出的下卸料板弹簧,还分别设置有限制下卸料板和第二下卸料板上行行程的下卸料板侧压板。为保证在成型的可靠性,防止桥片单元凸模和第二桥片单元凸模受力变形,所述下子模板上固定设置有下限位钉,所述凹模板和第二凹模板内分别活动设置有与下限位钉配合用于控制推板和第二推板位置的上限位钉。江西轨道交通折叠翅片加工
从而使抽吸板11的整面成为吸附翅片8的状态。从加工部101送出的翅片8被抽吸板11吸附而进行搬运。所搬运的翅片8若达到规定的长度则被切断部件2切断。翅片堆叠装置100利用切断部件2切断翅片8的同时,打开抽吸箱10的风挡13。翅片堆叠装置100通过使处于负压状态的抽吸箱10的内部朝向大气开放,而解除翅片8的吸附状态,通过使抽吸板11与翅片8一起向铅垂方向下降而对翅片8施加下方向的力。抽吸板11在下降之后上升而返回原来的位置。落下的翅片8的堆叠孔80从锥状的末端引导到堆叠销5。堆叠孔80的开口缘与通过旋转机构6实施旋转的槽部50接触而强制地向下移动,从而翅片8着落于升降台4而依次层叠。此时,控制部...
- 浙江机箱散热折叠翅片厂家 2026-03-05
- 天津真空钎焊折叠翅片定制 2026-03-05
- 安徽不锈钢折叠翅片报价 2026-03-05
- 福建合金折叠翅片报价 2026-03-05
- 河北铜铝合金折叠翅片 2026-03-05
- 福建半导体折叠翅片 2026-03-05
- 辽宁凹凸单板折叠翅片定制 2026-03-05
- 江西轨道交通折叠翅片加工 2026-03-05
- 不锈钢折叠翅片加工 2026-03-05
- 安徽半导体折叠翅片 2026-03-05
- 河南新能源汽车折叠翅片定制 2026-03-04
- 汽车散热器折叠翅片维修 2026-03-04
- 安徽轨道交通折叠翅片维修 2026-03-04
- 吉林半导体折叠翅片加工 2026-03-04
- 山东真空钎焊折叠翅片加工 2026-03-04
- 内蒙古真空钎焊折叠翅片加工 2026-03-04




- 福建合金折叠翅片报价 03-05
- 河北铜铝合金折叠翅片 03-05
- 福建半导体折叠翅片 03-05
- 辽宁凹凸单板折叠翅片定制 03-05
- 江西轨道交通折叠翅片加工 03-05
- 浙江铝型材散热片 03-05
- 福建水暖散热片 03-05
- 不锈钢折叠翅片加工 03-05
- 安徽半导体折叠翅片 03-05
- 湖南新能源汽车折叠翅片报价 03-05