- 品牌
- ALLIANCE
- 型号
- LRT
- 基材
- 聚酯,金属
滴漆机的发展趋势:高效化发展:为了满足日益增长的生产需求,滴漆机将不断提高生产效率。一方面,通过优化设备的结构设计和传动系统,提高设备的运行速度和稳定性,缩短单个工件的滴漆和固化时间。另一方面,开发更加高效的加热技术和绝缘漆材料,加快绝缘漆的渗透和固化速度,从而提高整体生产效率。例如,采用新型的感应加热技术,能够在短时间内将工件加热到合适的温度,较大程度上缩短了预热时间。同时,研发高性能的快速固化绝缘漆,能够在较低的温度下快速固化,减少了固化时间,提高了生产效率。滴漆机的运输过程中需固定牢固,避免剧烈颠簸导致内部精密部件移位或损坏。天津半自动滴漆机哪家好
评价漆膜热性能的方法有很多种,如热弹性、温度指数等。其中温度指数是国际电工委员会推荐表示绝缘材料长期耐热的能力,具体的是用数字来表示它的级别。如上海电动工具研究所生产的DF-201无溶剂绝缘漆温度指数为180级,是指该漆在试验的热寿命图上寿命为20000小时的温度为180℃。即可在180℃下使用20000小时。对于电动工具而言,因出口到美国、欧洲等国家较多,漆的温度指数大部分都委托美国UL(美国认证实验室)公司进行,从美国UL试验得到材料温度指数证书,以便有关产品可销往美国等国家。天津半自动滴漆机哪家好滴漆机的喷涂均匀,能够保证产品的外观质量。

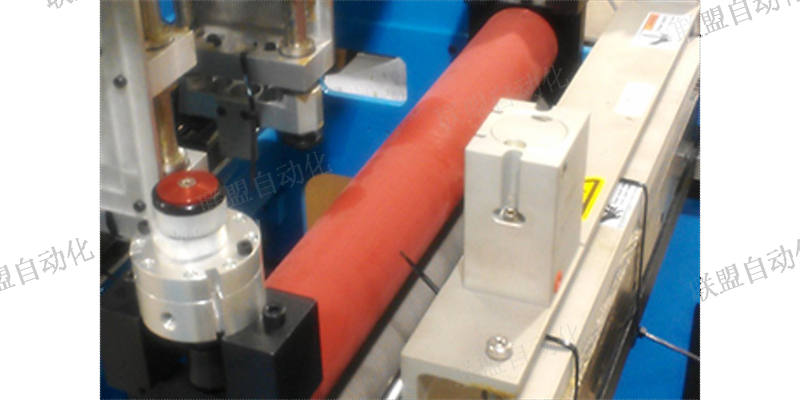
滴漆系统与流量控制:滴漆系统的主要组件包括储漆罐、计量泵、滴漆针头及液位传感器。储漆罐采用316L不锈钢制造,内壁经电解抛光处理,粗糙度Ra≤0.4μm,有效防止漆液残留。计量泵普遍采用齿轮泵或柱塞泵结构,以东莞市中欧机械的AVT120/150型设备为例,其齿轮泵通过同步齿轮驱动,排量精度可达±1%,配合步进电机控制,可实现0.1-10ml/min的无级调速。滴漆针头的设计直接影响漆膜均匀性。针对不同线径的绕组,需选用不同内径的针头:处理Φ0.2-Φ0.5mm漆包线时,采用内径0.8mm的锥形针头,可形成直径2-3mm的液滴;对于Φ0.8mm以上粗线,则选用内径1.5mm的直筒针头。液位传感器采用电容式原理,实时监测储漆罐液位,当液位低于设定值时,自动触发报警系统并停止滴漆动作。
导热性能的优化是常被忽视但极为重要的一点。滴漆工艺形成的均匀漆膜比浸漆工艺更有利于热量的传导,研究表明,滴漆处理的绕组比浸漆处理的绕组温升降低5-8℃,这对于高功率密度电机的散热设计具有重要意义。适中的漆膜厚度既保证了绝缘性能,又不会形成过大的热阻。机械强度的提升同样值得关注。滴漆工艺使绝缘漆充分渗透到导线间隙中,固化后形成整体性极强的结构,使绕组的机械强度提高40%以上。这种增强对于承受高频振动的航空电机、电动汽车驱动电机等应用场景尤为重要,可有效防止因振动导致的绝缘磨损和短路故障。滴漆机处理后的绕组防潮性能优异。
电机对绝缘漆的要求:机械性能对电动工具而言,它受到振动力、冷热冲击力、旋转离心力作用,瞬时温升高。因此,它要求绝缘漆有良好的粘结力。特别是高温下(如155℃或200℃)粘结力要强,材料本身热变形温度要高,能在高温下保持足够的冲击强度和韧性,以保证电机运行时在激烈的机械应力作用下安全工作并具有持久的寿命。浸透性在浸渍漆方面是很重要的。渗透能力差的漆浸渍线圈极易造成深处无漆,使深处的其它绝缘材料的性能得不到改善,易造成弱点,而引起击穿或缩短寿命。一般来说聚合过度(用肉眼观察即粘度变大)或使用不适当溶剂的漆其渗透性差。对某些要求槽满率高的,又采用直径小的漆包线(例如Φ0.20mm以下)的转子更是对漆要求有好的渗透性。滴漆机的轴承部位需每季度加注专门使用润滑脂,减少机械磨损和运行噪音。江苏加热滴漆机维修电话
辽宁新能源汽车滴漆机生产。天津半自动滴漆机哪家好
绝缘处理的目的:虽然电机的线圈与其它部件在制成定子、转子时,已具有一定的绝缘能力,如漆包线是由漆膜作导线绝缘;铁芯槽内有槽绝缘等。但漆包线上薄薄的一层漆膜作为导线绝缘,非常薄弱,易受损伤,且漆包线、槽绝缘、槽楔相互移动,电机在启动运行和停止时,绝缘材料要承受电磁振动和机械振动的冲击,还要受到空气中潮气、灰尘、盐雾、和工作环境中腐蚀气体或液滴的浸蚀,并经受运行时发热条件的老化,电机在这种条件下要正常工作,必须将线圈与其相邻部位用绝缘漆浸渍,使导线、槽绝缘等绝缘部件用绝缘树脂包封成为密实坚固的整体。天津半自动滴漆机哪家好
- 天津半自动滴漆机哪家好 2026-02-14
- 上海潜水泵滴漆机厂家供应 2026-02-14
- 温州机器人滴漆机厂家供应 2026-02-14
- 上海全自动滴漆机价钱 2026-02-14
- 河南树脂滴漆机销售厂 2026-02-13
- 无锡半自动滴漆机电话 2026-02-13
- 北京树脂滴漆机销售厂 2026-02-13
- 辽宁延长电机寿命滴漆机电话 2026-02-13
- 芜湖牵引电机滴漆机定做价格 2026-02-13
- 湖北全自动滴漆机推荐厂家 2026-02-12
- 安徽半自动滴漆机设备厂家 2026-02-12
- 安徽牵引电机滴漆机推荐厂家 2026-02-12


