- 品牌
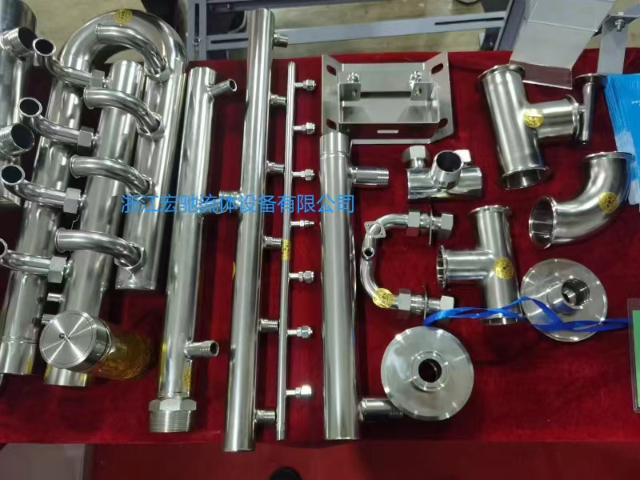
- 浙江宏驰
- 型号
- 型号齐全
- 材质
- 碳钢,不锈钢
- 通径类型
- 异径弯头,同径弯头
- 连接形式
- 法兰连接
- 角度
- 45°弯头,90°弯头
- 加工定制
- 是
冲压焊接弯头:先通过冲压工艺将平板金属材料成型为弯头的各个部分,然后再进行焊接组装。这种制造方式生产效率高,能够满足大规模生产的需求,且成本相对较低。冲压焊接弯头的尺寸精度较高,表面质量较好,可适用于多种介质的输送管道。在建筑行业的给排水、采暖通风管道系统中,冲压焊接弯头以其良好的性价比和适用性成为常用管件。同时,通过合理的焊接工艺和质量控制,能确保弯头的连接强度和密封性,保障管道系统能正常运行。弯头是管道系统中改变管路方向的关键部件,常见角度有 90°、45° 等,通过焊接或螺纹连接实现管道转向。江苏弯头价格咨询

快装弯头采用卡箍、快接等快速连接方式,无需焊接或螺纹紧固,适用于需要频繁拆装的管道系统。常见于实验室里、食品加工车间等场所,其中密封结构采用 O 型圈或唇形密封,确保连接紧密、无泄漏。在生物制药企业的实验装置中,快装弯头可快速更换于不同管路组合,满足实验流程调整需求;在啤酒酿造生产线的清洗环节,快装弯头便于拆卸清洗,防止残留物料污染,保障生产卫生安全。其操作简便、省时省力的特性,明显提升了设备维护效率。江苏弯头价格咨询化工领域的弯头常采用特殊材质,如衬胶或衬氟,以抵抗强酸强碱腐蚀,确保复杂工况下的管道稳定运行。

船舶管路系统弯头:船舶上的弯头需满足耐海水腐蚀、抗振动冲击的严苛要求。铜合金弯头常用于海水冷却系统,利用其良好的耐蚀性和导热性,保障发动机等设备散热;双相不锈钢弯头则用于燃油、滑油管道,防止油品渗漏。船用弯头的设计需考虑船舶摇摆、颠簸的影响,采用加固结构和柔性连接方式。此外,为节省空间,船舶管路常使用小半径弯头实现紧凑布局,确保在有限的舱室空间内,各类管路系统(如给排水、压缩空气、消防)安全可靠运行。
铸造弯头制作:铸造弯头的制作首先要根据弯头的形状制作砂型或金属模具,将熔融状态的金属(如铸铁、铸钢等)浇铸到模具型腔中,等待到金属冷却凝固后,取出铸件并进行清理。清理过程中包括了去除浇冒口、打磨毛刺等,随后对铸件进行了热处理,消除铸造应力,改善内部组织。对于一些精度要求较高的铸造弯头,还需进行机械加工,以保证尺寸精度和表面质量。铸造工艺适合制造形状复杂的弯头,在一些特殊工程和小批量生产中具有优势。沟槽式、卡套式弯头,连接各有妙处,还有双承、法兰等弯头,丰富品类满足多元管路连接。

对焊弯头采用对焊连接方式,适用于高压、大口径管道系统。其焊接接头质量高,通过单面焊双面成型技术,确保焊缝强度与密封性。对焊弯头的坡口加工精度要求极高,需根据管材壁厚选择合适的坡口形式(如 V 型、U 型)。在天然气长输管道施工中,对焊弯头采用全自动焊接设备,并配合 X 射线探伤检测,保证每道焊缝达到一级标准。这种连接方式不仅增强了管道系统的整体强度,还便于后期维护检修,降低因焊接缺陷引发泄漏的风险,是保障能源输送安全的关键部件。弯头用于管道转向,在建筑给排水中改变水管走向,实现厨卫管道灵活布局。宁波304弯头制造
按材质,碳钢弯头成本低,不锈钢弯头耐腐强,不同材质的弯头因特性适用于不同行业。江苏弯头价格咨询
薄壁弯头凭借轻巧的结构与优异的流体性能,在建筑暖通、精密仪器管道中崭露头角。采用不锈钢或铝合金材质,通过冷挤压或旋压工艺成型,壁厚通常控制在 1-3mm 之间,既保证强度又减轻重量。因其内壁光滑、阻力系数小,在中央空调的冷媒输送管道中,薄壁弯头能有效降低能耗,提升系统效率。相较于传统厚壁弯头,薄壁弯头安装更为便捷,可减少支架承重要求,在高层建筑的管道布局中,能大幅节省空间与施工成本,同时满足现代建筑轻量化、节能化的设计需求。江苏弯头价格咨询
薄壁弯头冷挤压制作:薄壁弯头冷挤压工艺以高精度金属管材为坯料,通过模具在常温下施加高压,使管材在模具型腔内发生塑性变形,直接成型为弯头。该工艺利用金属冷作硬化特性,挤压后的弯头表面硬度提升 20%-30%,且壁厚均匀性控制在 ±0.15mm 以内。由于无需加热,避免了高温导致的材料性能变化,成型后的弯头表面光洁度可达 Ra≤3.2μm。冷挤压工艺生产效率高,适合批量制造建筑装饰、卫浴水暖等领域使用的中小规格薄壁不锈钢或铜质弯头,有效降低材料损耗与加工成本。长半径弯头利于流体平稳流动,短半径弯头节省空间,依工况选曲率半径很重要。江苏316L弯头单价高压弯头主要应用于石油、天然气长输管线及电力系统...
- 宁波304L弯头生产商 2026-01-29
- 苏州不锈钢弯头单价 2026-01-29
- 江苏弯头价格咨询 2026-01-29
- 温州317弯头生产厂家 2026-01-29
- 温州316弯头生产商 2026-01-29
- 江苏317弯头生产厂家 2026-01-28
- 宁波317弯头价格咨询 2026-01-28
- 台州316弯头批量定制 2026-01-28
- 苏州904L弯头安装 2026-01-28
- 宁波弯头制造 2026-01-28



- 宁波弯头厂家 2026-01-26
- 杭州弯头制造 2026-01-25
- 苏州317弯头生产厂家 2026-01-24
- 江苏20#弯头供应商 2026-01-21
- 扬州316L弯头供应 2026-01-21
- 宁波20#弯头 2026-01-20




- 宁波304L弯头生产商 01-29
- 苏州不锈钢弯头单价 01-29
- 江苏弯头价格咨询 01-29
- 温州317弯头生产厂家 01-29
- 济南异径法兰生产商 01-29
- 杭州卡夹波纹软管厂家 01-29
- 温州316弯头生产商 01-29
- 江苏压力容器法兰批量定制 01-29
- 江苏317弯头生产厂家 01-28
- 宁波317弯头价格咨询 01-28