- 品牌
- 武汉创能
- 型号
- 创能
储能系统作为智能电网的重要组成部分,对电池的性能和安全性有着极高的要求。加压测试可以评估储能电池在承受外部压力时的稳定性和可靠性,确保储能系统在运行过程中不会因电池问题而引发安全事故。这对于保障电网的安全稳定运行具有重要意义。随着电池回收产业的兴起,加压测试在电池回收过程中也发挥着重要作用。通过对回收电池进行加压测试,可以评估电池的剩余价值和再利用潜力,为电池的梯次利用和资源回收提供科学依据。这有助于推动电池回收产业的健康发展,实现资源的循环利用。耐用坚固电池加压测试,经受频繁使用与严苛环境考验。宁波硅电池加压测试公司推荐
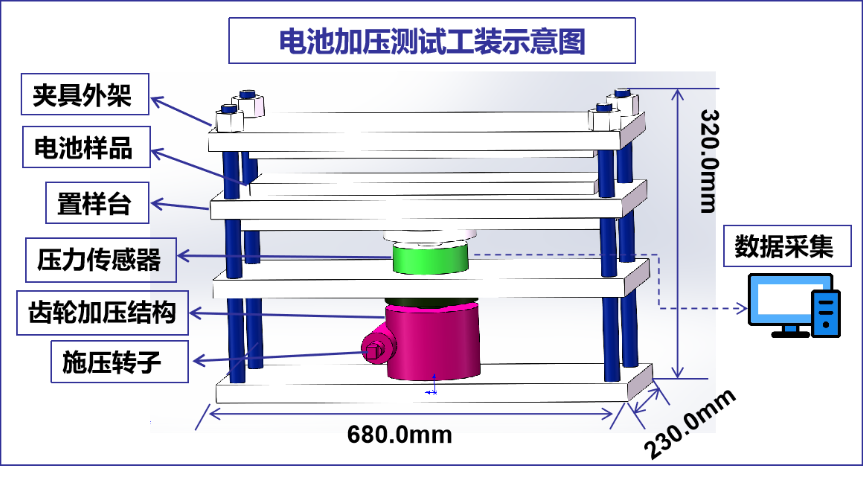
测试参数的设定直接影响结果的有效性。关键参数包括:压力值(通常为电池重量的数百至上千倍,如车用电池可能要求100kN以上)、加压速率(快速或慢速挤压模拟不同事故场景)、压头形状(常用φ32mm圆柱、棱柱或仿形压头模拟真实挤压物)、加压方向(垂直于电极片方向易引发短路)以及环境温度(常设置-40°C至60°C范围以考察温度影响)。测试前需对电池进行标准充放电(如SOC 100%),因为满电状态电池能量比较高、风险比较大。参数设定需参考标准,并结合实际应用中严酷的工况进行验证。陕西叠片电池加压测试价格创新设计电池加压测试,独特结构优化压力分布,提升测试准确性。
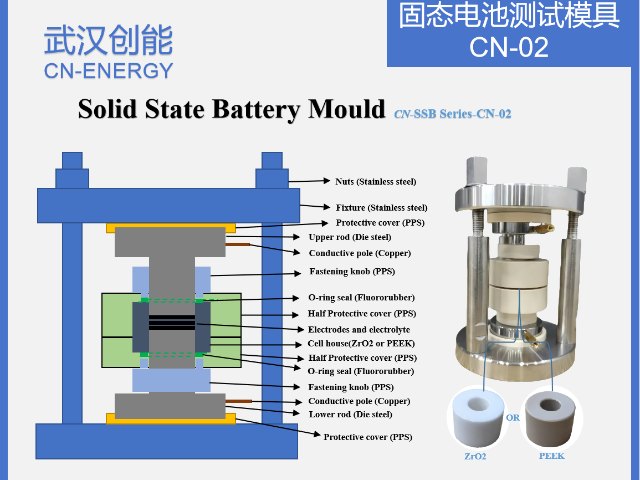
电池加压测试面临多项技术挑战。首先,电池行为的非线性使得失效预测困难,微小结构差异可能导致结果离散。其次,测试的一致性受夹具对齐、压力分布均匀性影响。第三,大型电池包测试成本高昂,且难以实现全尺寸挤压。此外,新材料体系(如固态电池)的测试方法尚未标准化,其失效机理与传统液态电池不同。还有,测试速度与真实性平衡:快速加压可能掩盖缓慢变形引发的风险。解决这些挑战需要更精密的设备、多尺度仿真与测试的结合,以及行业间的数据共享。
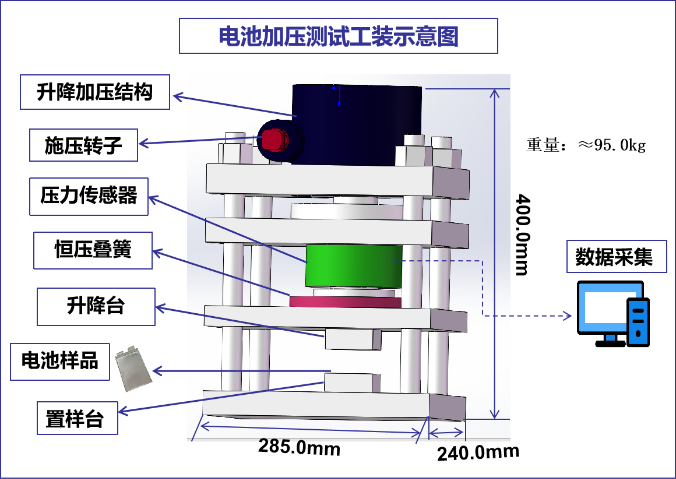
随着电池技术的发展,加压测试正朝着智能化、精细化、原位化方向升级。智能化方面,测试系统集成AI算法,可自动优化测试参数、识别异常数据、预判电池失效趋势,提升测试效率和准确性;精细化方面,采用高精度加压电源和原位监测技术,可捕捉加压过程中电池微观结构的实时变化,如界面阻抗、电极相变等,为性能分析提供更深入的数据;原位化方面,将加压测试与CT扫描、红外热成像等技术结合,可直观观察电池内部在加压过程中的结构演变,精细定位失效源头,为电池优化提供更精细的指导。耐用可靠电池加压测试,是电池测试工作的坚实后盾。
反向电压测试(以铅酸电池为例,参考GB/T22199-2008)测试目的:模拟电池正负极接反的误操作,评估电极抗腐蚀能力。测试前准备样品预处理:电池充满电后,放电至80%额定容量(模拟日常使用状态)。设备检查:直流电源:支持反向电压输出,电压精度±0.1V,电流限制≥0.1C。操作步骤步骤1:将电池与直流电源反向连接(电源正极接电池负极,负极接电池正极)。步骤2:设置反向电压参数:电压值:1.5倍额定电压(如12V铅酸电池,反向电压设为18V)。持续时间:1分钟(避免长时间反向电压导致不可逆损坏)。步骤3:启动电源,施加反向电压,同时监测电流变化(若电流骤升需立即停止,避免短路)。步骤4:1分钟后断开电源,静置30分钟,检查电池是否漏液、外壳变形,并测试其容量恢复能力。结果记录反向电压期间是否出现异常发热(温度>40℃);电极是否有腐蚀痕迹;恢复后容量是否≥70%额定容量。智能互联电池加压测试,数据云端存储,实现远程监控与分析。陕西叠片电池加压测试价格
高效电池加压测试,快速模拟工况,加速检测进程,节省宝贵研发时间。宁波硅电池加压测试公司推荐
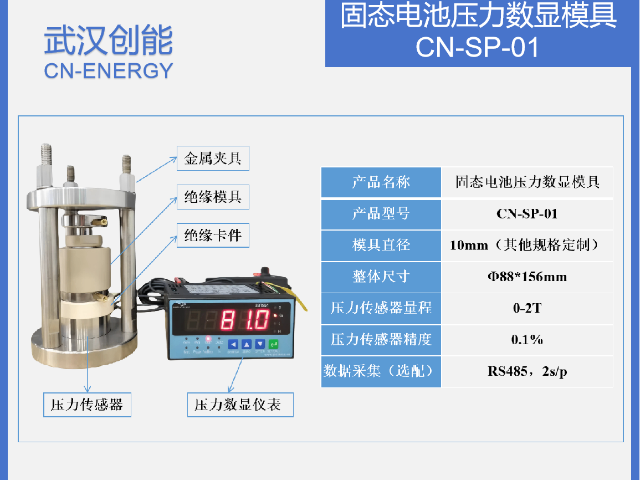
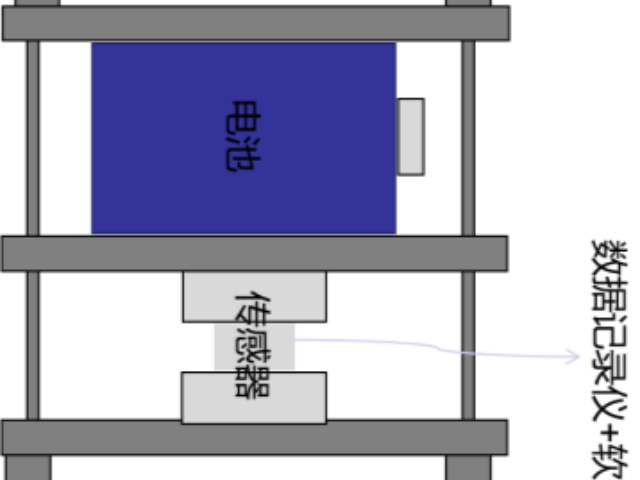
在电池加压测试技术层面,我们拥有众多优势。首先,我们的电池测试夹具采用了先进的弹性补偿结构,如弹簧探针,能够自适应电池尺寸公差,无论电池在尺寸上存在何种细微差异,都能确保稳定的接触压力,从而保证测试数据的准确性。其次,动态校准技术是我们的一大亮点,定期对夹具进行接触电阻校准,使用标准电阻片,并通过软件算法智能补偿系统误差,使得测试结果始终保持在高精度水平。此外,环境控制集成技术也是我们的强项,整合了高精度温控模块,控温精度可达 ±0.5℃,以及高灵敏度压力传感器,能够实时监控测试环境参数,为电池加压测试营造适宜、稳定的环境条件,提升测试的可靠性和科学性。宁波硅电池加压测试公司推荐
电池加压测试是电池安全性评估中的关键环节,主要用于模拟电池在不同压力条件下的性能表现和安全特性。该测试通过施加外部压力,评估电池在机械应力作用下的结构完整性和电化学性能变化。根据国际标准UN38.3的要求,电池必须承受特定的压力测试以证明其在运输和使用过程中的安全性。加压测试不仅能够检测电池外壳的强度和密封性能,还能评估内部组件在压力作用下的稳定性,为电池的安全设计提供重要依据。锂离子电池加压测试涉及多个技术参数和测试条件。根据GB/T 45324-2025标准,不同类型的电池材料需要施加不同的压实压强,如磷酸铁锂建议压强≥8MPa,钴酸锂建议压强≥80MPa,镍钴锰酸锂建议压强≥16MPa。...
- 杭州实验室电池加压测试价格 2026-01-24
- 昆明锂离子电池加压测试价格 2026-01-23
- 实验室电池加压测试设备 2026-01-23
- 吉林电池加压测试价格 2026-01-23
- 南昌软包电池加压测试公司推荐 2026-01-23
- 宁波软包电池加压测试公司推荐 2026-01-23
- 河北锂电池加压测试 2026-01-23
- 太原硅电池加压测试价格 2026-01-22
- 锂离子电池加压测试讲解 2026-01-22
- 山西固态电池加压测试 2026-01-22
- 沈阳叠片电池加压测试价格 2026-01-22
- 石家庄固态电池加压测试公司推荐 2026-01-22
- 锂离子电池加压测试 2026-01-22
- 固态电池加压测试 2026-01-22
- 沈阳电池加压测试公司推荐 2026-01-22
- 江西锂离子电池加压测试 2026-01-21

- 佛山高压力软包电池测试工装要求 01-25
- 河北恒压软包电池测试工装公司推荐 01-25
- 苏州恒压软包电池测试工装 01-25
- 宁波高精度软包电池测试工装工艺流程 01-25
- 合肥叠片软包电池测试工装 01-25
- 济南恒位移软包电池测试工装测试盒 01-25
- 浙江高压力软包电池测试工装测试盒 01-25
- 宁波高精度软包电池测试工装测试盒 01-25
- 黑龙江高压力软包电池测试工装测试盒 01-25
- 石家庄恒压软包电池测试工装测试盒 01-25