- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
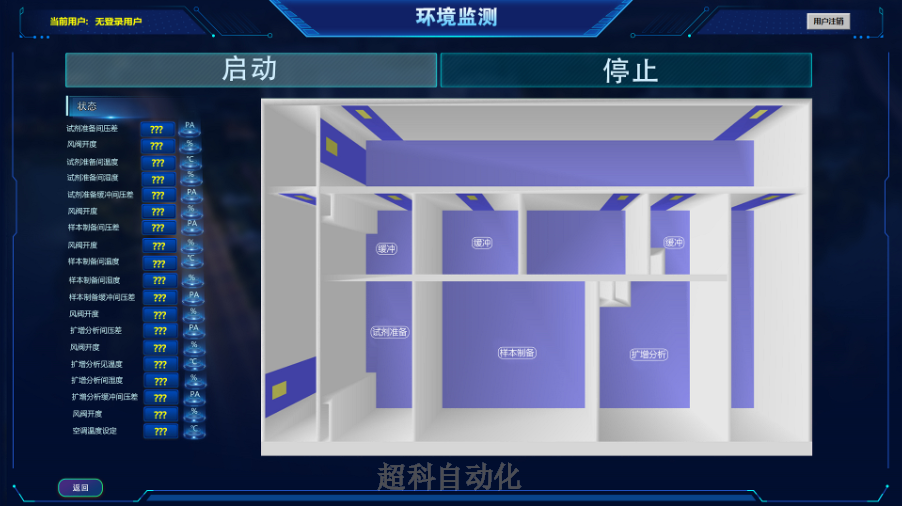
食品加工厂的洁净车间对温湿度和卫生条件均有严格要求,超科自动化的中央空调恒温恒湿控制系统满足这些需求。在烘焙车间,系统将温度控制在 24±1℃,湿度维持在 50-55% RH,确保面团发酵均匀,产品口感一致,烘焙成品率提高 12%。对于乳制品车间,系统温度控制在 18-20℃,湿度控制在 45-50% RH,抑制细菌繁殖,同时防止设备表面凝露污染产品。系统采用不锈钢材质的风道与加湿器,避免锈蚀产生的杂质污染,符合食品级卫生标准。某食品企业使用该系统后,产品微生物检测合格率提升至 100%,生产车间通过了 FDA 认证,成功进入国际市场。暖通空调恒温恒湿,超科自动化控制更精确。珠海洁净厂房恒温恒湿控制

空调机组节能优化策略基于广州超科在珠江新城多个超高层项目的实践,我们开发了"三阶能效优化算法":第一阶段通过负荷预测(基于BP神经网络)提前15分钟调节冷水阀开度;第二阶段采用变送风温度控制,在部分负荷时将送风温度从12℃提升至16℃,风机能耗可降低23%;第三阶段实施冷热抵消监控,当同时制冷制热功率超过系统总功率15%时自动触发告警。实际运行数据显示,该策略可使全年能耗降低18-27%,投资回收期约2.3年。实现降本增效。广州医院恒温恒湿控制咨询超科科技,为暖通空调恒温恒湿控制添智慧。

智能除湿技术的创新应用广州超科新研发的"梯度除湿系统"突破了传统除湿瓶颈。系统包含三级处理:一级采用8排管表冷器预冷至12℃;第二级通过溶液除湿机将空气含湿量从12g/kg降至6g/kg;第三级利用冷凝热回收再热,将送风温度提升至18℃。在海南某五星级酒店项目中,该系统将湿度控制在50±3%RH范围内,相比传统方案节能41%。关键技术在于溶液浓度智能调节(20%-45%可调)和腐蚀抑制技术(添加0.3%缓蚀剂),保证设备寿命超过10年。
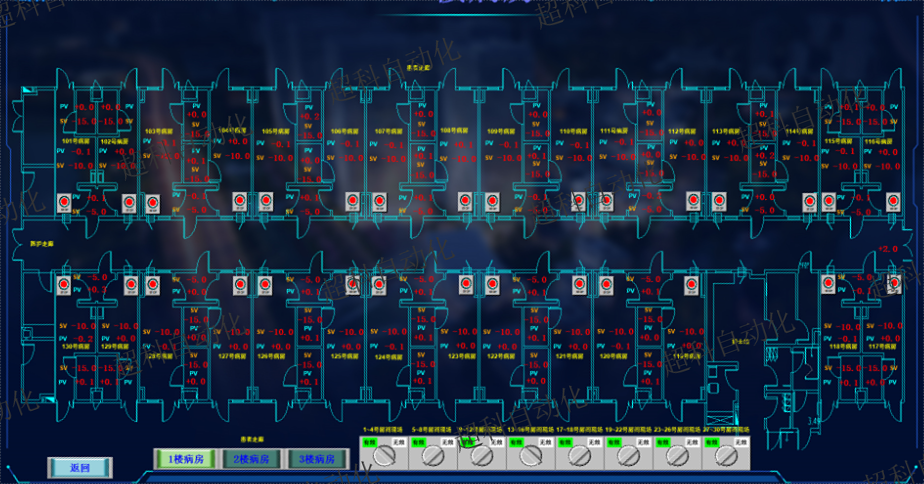
制药车间对中央空调恒温恒湿控制的可靠性要求极高,超科自动化的解决方案在此领域表现和。其控制系统严格遵循 GMP 标准设计,温度控制范围覆盖 18-26℃,湿度可在 45-65% RH 之间精确调节,且支持按生产批次预设温湿度曲线,满足不同药品的生产需求。系统采用冗余设计,控制器、传感器均配备备用模块,一旦出现故障能在 0.5 秒内自动切换,确保连续运行无间断。在某生物制药企业的冻干车间,这套系统通过准确控制冷冻干燥过程中的温湿度变化,使药品含水量控制精度提升至 ±0.3%,产品有效期延长 6 个月。同时,系统自动记录的温湿度数据可生成合规报告,满足药品监管部门的追溯要求,减少了人工记录的误差与工作量。中央空调恒温恒湿控制,超科产品适配性强。
数据中心的设备运行对环境温湿度极为敏感,超科自动化的中央空调恒温恒湿控制系统能为其提供稳定的运行环境。系统采用精密变频控制技术,温度控制精度达 ±1℃,湿度维持在 40-60% RH,有效防止服务器因高温宕机或高湿导致的电路短路。通过热通道封闭结合精细送风的设计,系统可根据机柜功率密度动态调整送风量与温度,使机房空调的能耗降低 25%。某云计算数据中心应用这套系统后,服务器的平均无故障运行时间从 1000 小时延长至 1500 小时,因环境问题导致的设备维修成本下降 40%。系统还具备智能预警功能,当温湿度接近阈值时自动报警并启动应急调节,将潜在风险消灭在萌芽状态,保障了数据中心的持续稳定运行超科自动化,恒温恒湿控制让建筑更具品质。重庆工厂恒温恒湿控制系统公司
中央空调恒温恒湿控制,超科系统集成高效。珠海洁净厂房恒温恒湿控制
恒温恒湿系统的故障诊断我们开发的ExpertDiagnosePro系统集成132种故障模式库,可通过振动分析(采样频率10kHz)、电流波形检测(0.5级精度)等手段预判设备异常。典型案例:当检测到压缩机三相电流不平衡度>15%持续30秒,系统自动标记电机轴承磨损可能;发现冷冻水流量与温差乘积持续低于设定值80%时,提示过滤器堵塞。在广州白云机场T2航站楼项目中,该系统将故障平均响应时间从4.2小时缩短至0.8小时,设备可用率达到99.97%。珠海洁净厂房恒温恒湿控制

智能除湿技术的创新应用广州超科新研发的"梯度除湿系统"突破了传统除湿瓶颈。系统包含三级处理:一级采用8排管表冷器预冷至12℃;第二级通过溶液除湿机将空气含湿量从12g/kg降至6g/kg;第三级利用冷凝热回收再热,将送风温度提升至18℃。在海南某五星级酒店项目中,该系统将湿度控制在50±3%RH范围内,相比传统方案节能41%。关键技术在于溶液浓度智能调节(20%-45%可调)和腐蚀抑制技术(添加0.3%缓蚀剂),保证设备寿命超过10年。超科自动化,精确把控暖通空调恒温恒湿环境。珠海厂房恒温恒湿控制箱广州超科恒温恒湿控制系统凭借 技术创新,打破传统系统精度不足、能耗过高的局限,彰显行业 实力。公...
- 肇庆无尘车间恒温恒湿控制工程师 2026-03-10
- 重庆医院恒温恒湿控制系统 2026-03-10
- 东莞医院恒温恒湿控制工程师 2026-03-09
- 珠海工厂恒温恒湿控制费用 2026-03-09
- 肇庆无尘车间恒温恒湿控制系统公司 2025-12-26
- 珠海智慧恒温恒湿控制系统公司 2025-12-26
- 广州洁净厂房恒温恒湿控制公司 2025-12-26
- 广州实验室恒温恒湿控制公司 2025-12-26
- 深圳厂房恒温恒湿控制系统哪家好 2025-12-26
- 广州空调恒温恒湿控制箱 2025-12-26



- 深圳实验室恒温恒湿控制系统费用 2025-12-26
- 空调恒温恒湿控制方案 2025-12-26
- 重庆酒店恒温恒湿控制费用 2025-12-26
- 中山实验室恒温恒湿控制咨询 2025-12-26
- 深圳实验室恒温恒湿控制咨询 2025-12-26
- 珠海实验室恒温恒湿控制解决方案 2025-12-25




- 重庆体育馆空调集中控制柜 03-15
- 中山学校空调集中控制哪家好 03-14
- 东莞学校空调集中控制系统费用 03-14
- 珠海学校空调集中控制工程师 03-14
- 珠海智能空调集中控制技术 03-14
- 广州大厦空调集中控制厂家 03-14
- 东莞工厂高效机房 03-14
- 深圳学校高效机房哪家好 03-14
- 东莞医院空调集中控制工程 03-14
- 广州办公楼空调集中控制费用 03-14