- 品牌
- 无锡欧驰
- 型号
- OCM
- 材料构成
- 环氧树脂
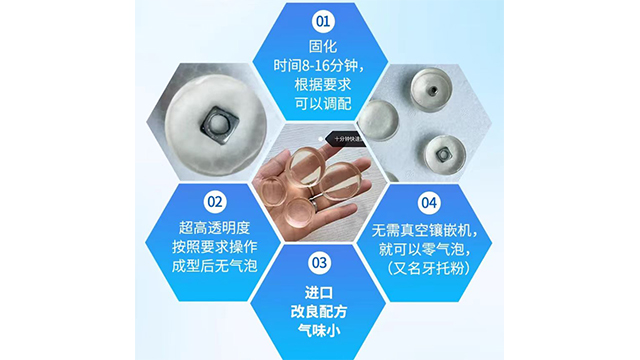
- 固化时间
- 10分钟-3小时不等
- 适用范围
- 各种材料的冷镶嵌
- 产地
- 浙江-无锡
- 厂家
- 无锡欧驰检测技术有限公司
冷镶嵌树脂,具有较好的化学稳定性,能够抵抗酸、碱、盐等化学物质的侵蚀,在后续的样品处理和分析过程中,不会因与化学试剂接触而发生化学反应,从而保证了样品的稳定性和分析结果的准确性。在材料研发过程中,冷镶嵌树脂可以帮助研究人员观察材料的内部结构和缺陷,为材料性能的改进提供依据。粘结力强:对样品具有较强的粘结力,能够牢固地固定样品,防止样品在研磨、抛光等过程中脱落或移位,确保了制样的成功率。环保性好:一些冷镶嵌树脂采用环保型材料制成,无毒无味,对操作人员的健康和环境影响较小。冷镶嵌树脂,通过冷镶嵌可以制备纳米颗粒增强的金属基复合材料,然后对其进行微观结构观察和力学性能测试。安徽可溶解型冷镶嵌树脂价格多少

冷镶嵌树脂,冷镶嵌树脂的性能特点使其在样品制备中具有独特的优势。它的流动性和渗透性能够确保样品被完全包裹,避免出现空隙和气泡。其固化时间短,可以快速完成样品制备,提高工作效率。此外,冷镶嵌树脂的硬度和耐磨性也能够满足后续的研磨和抛光要求,为金相观察提供清晰的图像。冷镶嵌树脂的选择应根据样品的材质、形状、大小以及分析要求来进行。对于不同的样品,需要选择不同类型的树脂,以确保镶嵌的效果和质量。例如,对于金属样品,可以选择硬度较高的树脂;对于非金属样品,可以选择透明度较高的树脂。同时,还应考虑树脂的固化时间、收缩率、耐腐蚀性等因素。无毒无味冷镶嵌树脂价格多少冷镶嵌树脂,环氧树脂能使样品实现极好的透明度,特别适合线路板等对可视性要求高的镶嵌。

冷镶嵌树脂,以下因素会影响冷镶嵌树脂的透明度:一、树脂本身的特性树脂成分:不同类型的冷镶嵌树脂成分差异较大。例如,环氧树脂通常具有较高的透明度,而一些酚醛树脂或不饱和聚酯树脂的透明度可能相对较低。这是因为树脂的分子结构和化学组成会影响其对光的透过能力。树脂中如果含有杂质、填料或其他添加剂,也可能降低透明度。例如,某些为了增加硬度或耐磨性而添加的矿物填料,可能会散射光线,降低树脂的透明度。树脂的纯度:高纯度的树脂一般具有更好的透明度。如果树脂中含有微量的未反应单体、溶剂残留或其他杂质,这些杂质可能会吸收或散射光线,从而降低树脂的透明度。在生产过程中,严格的提纯工艺可以提高树脂的纯度,从而提高透明度。
冷镶嵌树脂,样品的影响样品的清洁度:如果样品表面有油污、灰尘或其他杂质,在镶嵌过程中可能会被包裹在树脂中,影响透明度。因此,在镶嵌前需要对样品进行充分的清洗和干燥,确保样品表面清洁。对于一些多孔性的样品,如陶瓷、岩石等,样品内部的孔隙可能会吸收树脂或残留空气,影响透明度。在镶嵌前可以对样品进行适当的预处理,如真空浸渍等,以提高透明度。样品与树脂的兼容性:某些样品可能与树脂发生化学反应或相互作用,影响透明度。例如,一些金属样品可能会与树脂中的某些成分发生腐蚀反应,产生有色物质,降低透明度。在选择冷镶嵌树脂时,需要考虑样品与树脂的兼容性,避免发生不良反应。冷镶嵌树脂,不同类型的冷镶嵌树脂可以根据具体需求提供不同硬度的选择,以满足各种样品的要求。
冷镶嵌树脂,丙烯酸型快速固化:固化时间短,通常在几分钟到几十分钟内即可完成固化,能够满足快速制样的需求。例如在生产线上进行质量检测时,使用丙烯酸型冷镶嵌树脂可以快速地对样品进行镶嵌,提高检测效率 3。硬度较高:固化后的硬度较高,能够对样品起到较好的支撑和保护作用,对于一些形状不规则、容易变形的样品,丙烯酸型冷镶嵌树脂可以保持样品的形状。成本较低:原材料成本相对较低,且制备过程相对简单,因此价格相对较为便宜。适用于对制样速度要求较高、对透明度要求不高的大规模生产或快速检测场景。冷镶嵌树脂,减免因固化收缩而造成的样品与树脂之间产生间隙的问题,提高制样的成功率和样品的观测精度。安徽可溶解型冷镶嵌树脂价格多少
冷镶嵌树脂,在常温下固化,不会对这些热敏感材料的内在结构性能产生影响。能够保证金相分析结果的准确性。安徽可溶解型冷镶嵌树脂价格多少
冷镶嵌树脂,固化过程的影响固化条件:固化温度、时间和湿度等条件会影响冷镶嵌树脂的透明度。例如,过高的固化温度可能导致树脂发生黄变或产生气泡,从而降低透明度。不合适的固化时间可能导致树脂未完全固化,影响透明度。而过高的湿度可能会使树脂在固化过程中吸收水分,产生雾状外观,降低透明度。不同类型的冷镶嵌树脂对固化条件的要求不同,需要根据树脂的特性选择合适的固化条件。固化剂的选择和用量:固化剂的种类和用量会影响树脂的固化速度和固化程度,进而影响透明度。例如,某些固化剂可能会与树脂发生反应,产生有色物质,降低透明度。固化剂用量过多或过少都可能导致树脂固化不完全或性能下降,影响透明度。安徽可溶解型冷镶嵌树脂价格多少

冷镶嵌树脂,使用真空设备除去汽泡真空脱气:如果在操作过程中经常出现气泡问题,可以考虑使用真空设备对树脂进行脱气处理。将混合好的树脂放入真空容器中,抽真空一段时间,使树脂中的气泡在负压下逸出。真空度和脱气时间可以根据树脂的类型和气泡的严重程度进行调整。一般来说,真空度在几百帕到几千帕之间,脱气时间在几分钟到十几分钟不等。真空注入:在真空环境下,将脱气后的树脂注入模具中。这样可以避免在注入过程中再次引入空气形成气泡。操作时要注意安全,避免树脂在真空环境下溅出或产生其他危险。需要注意的是,在除去汽泡时要小心操作,避免对样品造成损坏。同时,尽量在树脂尚未完全固化之前除去气泡,一旦树脂固化,气泡就很难去...
- 安徽可溶解型冷镶嵌树脂生产厂家 2025-12-08
- 四川无毒无味冷镶嵌树脂制造厂商 2025-12-05
- 江苏环氧树脂冷镶嵌树脂性价比高 2025-12-03
- 贵州亚克力粉冷镶嵌树脂厂家批发 2025-11-25
- 贵州环氧树脂冷镶嵌树脂源头厂家 2025-11-25
- 安徽可溶解型冷镶嵌树脂价格多少 2025-11-21
- 安徽亚克力粉冷镶嵌树脂生产厂家 2025-11-19
- 环氧树脂冷镶嵌树脂经济实用 2025-11-16
- 浙江冷埋树脂冷镶嵌树脂哪个牌子好 2025-11-15
- 四川可溶解型冷镶嵌树脂厂家批发 2025-11-15


- 四川冷镶嵌树脂品牌商家 2025-11-10
- 贵州高透明固化快冷镶嵌树脂什么材质 2025-11-08
- 辽宁冷镶嵌树脂生产企业 2025-11-06
- 云南高透明固化快冷镶嵌树脂哪个牌子好 2025-11-06
- 安徽亚克力粉冷镶嵌树脂价格多少 2025-11-05
- 浙江高透明固化快冷镶嵌树脂生产厂家 2025-11-04



- 湖北金相抛光高分子磨抛耗材生产厂家 02-26
- 无锡碳化硅砂纸磨抛耗材厂家批发 02-26
- 盐城金相磨抛机生产厂家 02-25
- 杭州低速精密金相切割机生产厂家 02-25
- 电解腐蚀企业 02-25
- 常州双盘自动金相磨抛机性价比高 02-25
- 贵州钢的检验腐蚀生产厂家 02-25
- 辽宁电镜扫描热镶嵌树脂性价比高 02-25
- 杭州手自一体金相磨抛机价格多少 02-25
- 深圳金相磨抛机源头厂家 02-25