在医疗器械与制药行业,设备信息合规采集已成为监管要求的重要部分。医疗设备数据采集系统必须满足高可靠性、高安全性及审计追溯等行业特点。广东明睿智博专为医疗行业研发的设备数据采集系统,支持接入实验仪器、质检设备、温湿度传感器等各类终端,具备多重加密与数据冗余存储机制,保障数据不丢失、不篡改。系统可对接医院HIS、LIS、WMS等管理平台,实现业务数据与设备运行信息的统一管理。在国内多家医疗设备生产工厂与GMP药厂中,该系统表现稳定可靠,帮助客户满足质量监管与审计合规要求,提升整体生产管控水平。工业数据采集助力智能制造发展,广东明睿智博不断研发创新产品。福建车间设备数字采集改造

物联网快速发展推动了IoT数据采集模块的广泛应用。企业通过部署这类模块,可以高效采集来自设备、传感器、控制器等终端的运行数据,为智能控制、预测维护、远程运维等应用提供基础。广东明睿智博自主研发的IoT数据采集模块,具备低功耗、高可靠性、快速响应等特点,支持多种通信方式如4G、Wi-Fi、NB-IoT等,便于部署于各种工业现场。模块已在多个工厂实现“即插即用”的快速部署,极大缩短系统上线周期。模块所采集的数据可与云平台或本地SCADA系统对接,构建端到端的工业数据链路,是推动数字化制造的关键一环。江西环境监测数字采集定制数字化采集平台帮助工厂实现多源数据的统一管理,广东明睿智博提供定制化服务满足不同行业需求。
广东明睿智博基于环境安全与绿色制造的理念,推出环境监测数字采集系统,服务于厂区空气质量、水质排放、温湿度控制、有害气体监测等多个维度的数字采集任务。系统支持对接多品牌环境传感器,采集PM2.5、TVOC、CO2、氨气、噪声、水质PH、电导率、总磷等环境因子数据。所有数据实时上传至云平台并通过预设阈值自动预警,当排放指标超出安全范围时,可通过短信、平台弹窗、联动控制系统等方式及时响应。广东明睿智博可为化工、电子、制药、食品等不同行业定制采集策略与指标组合,满足客户对环境合规、绿色工厂、ESG管理的多元诉求。通过采集系统提供的可视化报表与趋势分析,企业管理者可随时掌握生产现场环境变化,提前干预污染风险,提升管理透明度与责任追溯效率。
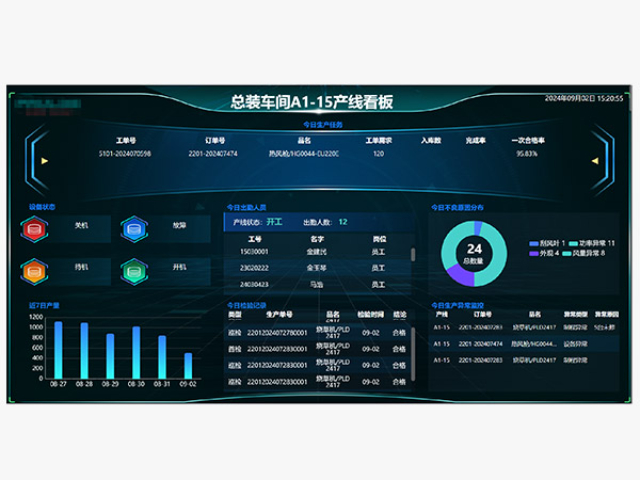
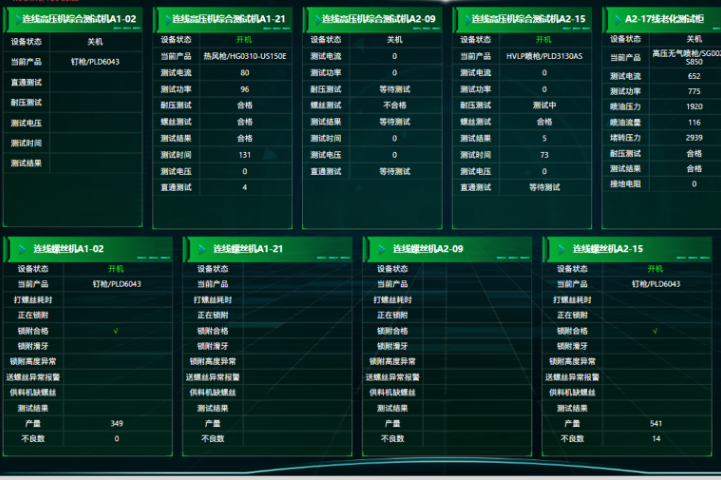
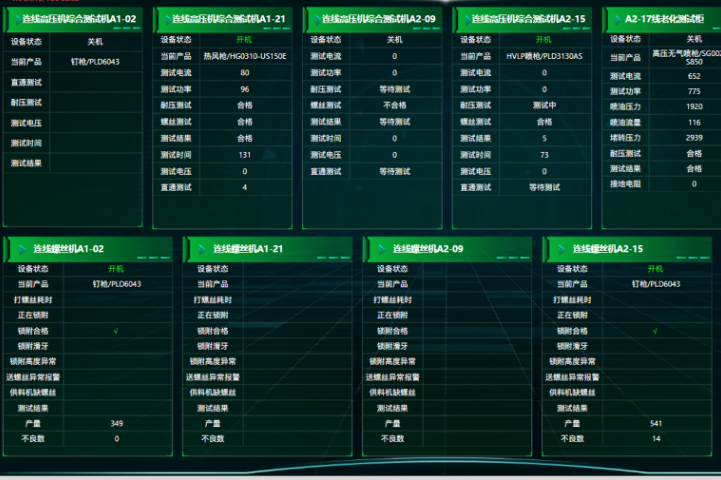
广东明睿智博专注于工厂设备运行数字采集,通过部署非侵入式采集终端与边缘计算控制器,实现对关键设备运行状态、开关频次、负载变化、故障报警等信息的实时获取。系统支持以图形化方式展示设备全生命周期的健康状态,并可设定阈值触发预警提醒或维护流程。数字采集层与ECS、SCADA系统无缝对接,确保采集的设备数据参与自动化控制逻辑执行。广东明睿智博为重资产企业提供基于采集数据的OEE(设备综合效率)计算工具,可实现停机分析、空转识别、维修记录自动归档等深层分析。系统已在装备制造、食品饮料、注塑包装等领域成功应用,帮助企业降低设备故障率、延长使用寿命,提高生产稳定性。通过设备运行数据的长期积累与趋势分析,企业可从“被动维修”转向“预测维护”,迈向更高效的生产组织模式。医疗设备数据采集系统保障医疗信息安全,广东明睿智博专注医疗数字化转型。
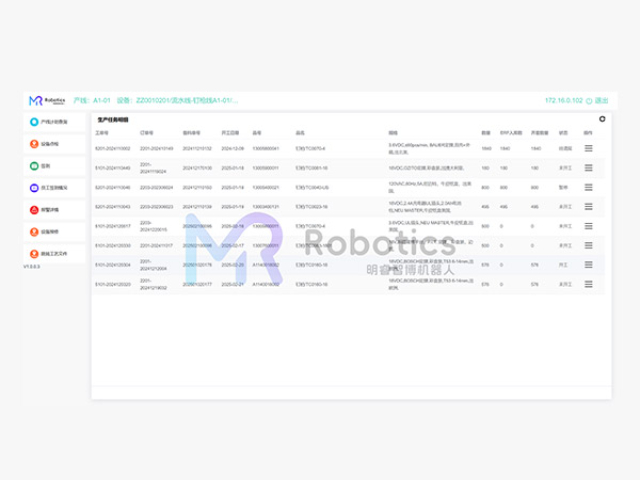
广东明睿智博通过构建一套可拓展的生产线数字采集架构,帮助企业将分散的工序节点整合为统一的数据平台,提升对生产全貌的掌控能力。系统设计采用模块化思维,适用于新建与改造产线,包括手工工位、半自动设备、全自动产线等各种形态。采集方式包括数字IO、串口协议、图像识别、二维码扫码、RFID识别、视觉检测等,实现对节拍、合格率、设备利用率、作业完成时间等指标的采集与分析。广东明睿智博在系统中引入异常数据自动标记与报错追踪功能,一旦工艺数据或工时偏离设定标准,系统将主动报警并记录对应时间段及责任工位。系统通过数据实时上云与边缘缓存同步保障数据安全性,适配大数据平台与云MES对接要求,真正实现了生产执行与数据管理的无缝融合。广东明睿智博工业数字采集设备已在多个智能产线上线运行,效果稳定且集成成本较低。中国澳门工厂数字采集整合
广东明睿智博自动化数字采集系统支持复杂工艺流程的数据联动与自动反馈,提高整体运行效率。福建车间设备数字采集改造
在智能制造多元化发展背景下,企业数据来源日益复杂,多源异构数据采集整合成为数字化转型过程中的一大挑战。广东明睿智博推出的数据整合平台支持对各类设备协议、软件系统、数据库格式的数据统一采集、映射与标准化处理。平台具备强大的标签系统与数据融合引擎,能够自动识别数据源差异并生成结构化数据。通过数据仓与API服务,企业可在上层应用中实现统一调用,大幅简化数据治理流程。该系统已广泛应用于涉及多品牌设备、异构IT系统并存的工厂场景,提升了数据利用效率与信息集成能力。福建车间设备数字采集改造