广东明睿智博在食品饮料行业建立起高可靠性的MES系统数字采集方案,涵盖配料系统、杀菌系统、灌装系统、包装产线的工艺参数实时采集。系统支持接入在线温度计、流量计、液位计、密度仪等设备,采集杀菌时间、PH值、固含量、瓶重等关键控制点数据,并支持工艺配方批次化控制及上下游系统数据匹配,提升产品一致性与生产效率。系统与SCADA系统协同,完成边缘报警与上位控制联动。广东明睿智博平台具备多语种操作界面,支持出口企业的质量合规记录与第三方质量稽核。平台应用于乳制品、调味品、饮料、婴幼儿食品等品类生产现场,是实现“质量为先、安全可溯、流程透明”的数字化食品工厂中心组件。IoT数据采集模块连接多类型设备,广东明睿智博打造智能制造物联网生态。安徽工厂数字采集对接

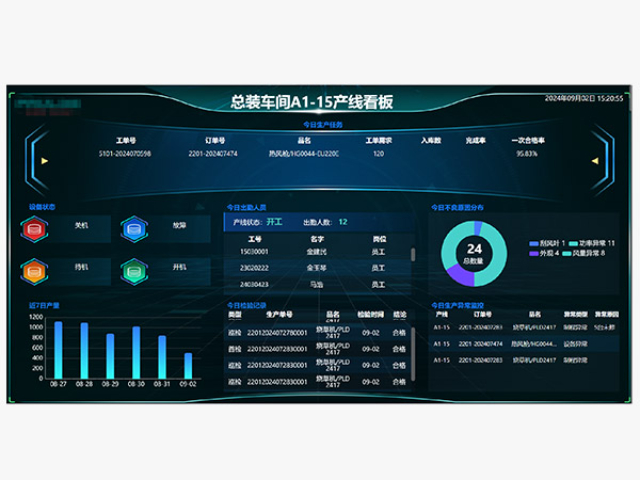
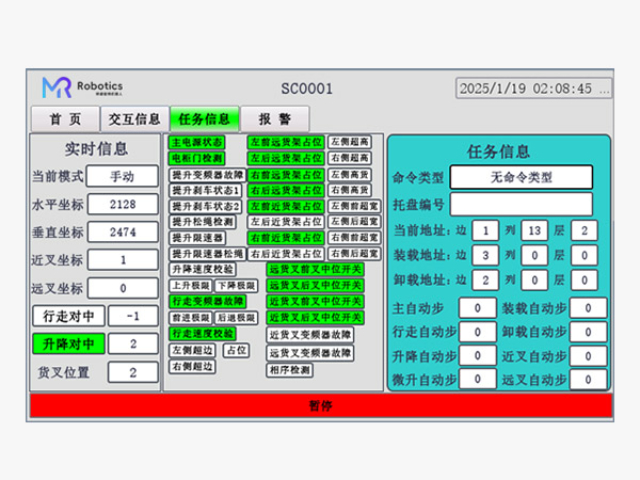
广东明睿智博面向食品智能分拣工厂开发的仓储物流数字采集系统,聚焦于生鲜、预包装、调味品等SKU高度分散、周转效率要求极高的作业环境。系统接入分拣通道识别器、重量检测仪、扫码器、温控探头等,实现订单货物的自动识别、误差校验、区域分配与物流轨迹跟踪。明睿智博平台通过与WMS系统对接,实现分拣效率统计、操作员效率监控、异常箱件报警及视频关联。平台支持根据订单量预测动态调整通道启用数量与班组任务分配,提升运营弹性。该系统已在多家预制菜、火锅底料、水果配送中心中落地应用,有效降低人工误差、提升出库效率,帮助食品企业在高峰时段保持履约稳定性,增强用户满意度。贵州条码数字采集升级数据采集看板系统实现数据实时展示,广东明睿智博助力企业实现数字化管理。
自动化数据采集平台正在推动制造业迈入智能化时代。该平台整合了设备接入、数据治理、流程建模、接口对接等关键功能,是现代工厂实现数据驱动决策不可或缺的底层架构。广东明睿智博依托丰富的项目落地经验,构建了高度可扩展的自动化数据采集平台,可服务于不同类型的制造企业。平台具备高并发接入、高精度解析与多层级安全机制,可同时支持边缘部署与云端服务,为企业提供灵活可靠的数据管理能力。目前,该平台已在多个智能产线、能源站点中成功部署并稳定运行,获得客户高度认可。
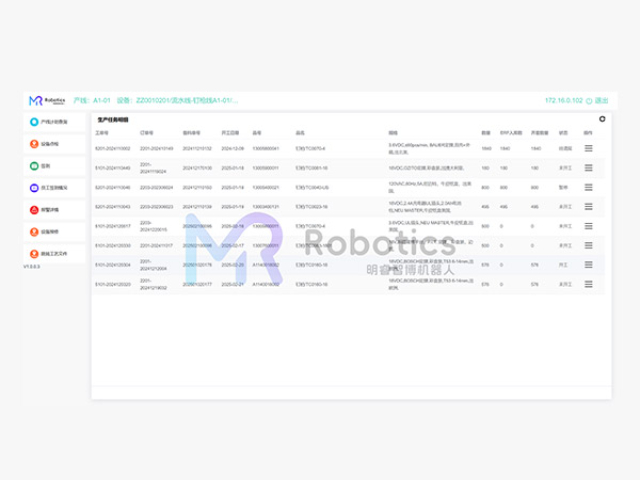
制造执行系统的精确落地离不开MES系统数据采集方案的支撑。通过采集底层设备、工艺流程、人工操作等数据,MES系统才能实现对生产节奏、物料使用、工时分配等关键要素的掌控。广东明睿智博在该领域提供高度灵活的采集架构设计,支持边缘侧部署与本地计算,提高数据处理效率并减少网络依赖。系统提供标准化接口,可快速对接主流MES平台,并支持实时异常推送与工艺过程可视化分析。目前,该数据采集方案已应用于多个中大型离散制造企业中,为车间管理者提供可靠数据基础,明显提升计划执行率与车间透明化水平。条码/RFID数据采集提升物流效率,广东明睿智博推动供应链数字化升级。

在“双碳”背景下,企业对能源管理的重视程度不断提升,能源数据采集系统成为构建智慧能源体系的重要环节。通过对水、电、气、冷等能源介质进行多维度、全时段的数据采集,企业可实现能耗结构优化与异常预警。广东明睿智博推出的能源数据采集系统,支持多种采集终端接入,具备数据清洗、分项统计、边界识别等智能功能。系统可与BMS、EMS平台对接,助力企业开展能源绩效分析与节能改进措施。通过该系统,企业不仅能够实现能耗数据的可视,还能落实成本核算、碳排管理等深层应用,为绿色制造转型提供坚实的数据基础。广东明睿智博实时数字采集系统具备数据压缩与批量上传功能,降低通信成本与带宽占用。上海工业设备数字采集价格多少
数字采集与边缘计算技术结合,为企业提供更快速的数据处理能力,广东明睿智博积极推动行业应用。安徽工厂数字采集对接
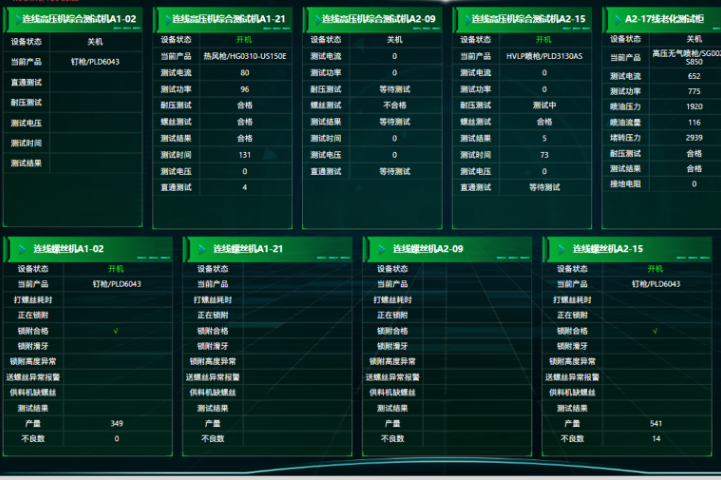
工业数据采集已成为推动生产过程数字化的中心技术。它通过对机器设备、生产线及环境的实时监测,帮助企业实现精确控制与过程优化。当前,大量工业现场仍面临数据采集断层、接口不统一的问题,亟需部署标准化的采集平台。广东明睿智博针对工业数据采集场景,开发了多种适配不同协议与设备的接口模块,兼容OPC、Modbus、串口等多种通信协议,可快速接入现有工厂系统。通过部署该系统,客户可在不改造原有硬件的基础上,迅速实现从“黑箱”生产到“透明”制造的升级,为精益管理、数据驱动决策提供坚实支撑。安徽工厂数字采集对接