在一些极端特殊工况下,粉末冶金高速钢展现出非凡适应性。于高腐蚀性化工环境中的机械加工,部分泵阀零件需接触强酸碱介质,粉末冶金高速钢因含特殊合金元素,表面形成致密保护膜,减缓腐蚀侵蚀,确保零件长时间稳定运行,降低维护成本。在深海探测装备制造领域,面临巨大水压、低温且复杂海水腐蚀环境,其零部件采用粉末冶金高速钢,凭借良好的抗压强度与耐蚀性,保障装备可靠运行。还有在高粉尘的矿山开采设备中,如凿岩机钻头,粉末冶金高速钢的高耐磨性可抵御粉尘磨砺,同时保持足够韧性,防止钻头脆断,适应恶劣作业条件,减少设备故障停机时间,提升整体生产效率,在特殊场景下彰显独特价值。船舶修造用材,精工特钢高速钢,耐海水腐蚀强。韶关DC53高速钢源头工厂

ASP粉末高速钢的加工性能在精密制造领域极具价值。尽管它属于高硬度、强度高材料,但得益于均匀的组织结构,其机加工难度并未增加。在切削加工时,刀具切削力相对稳定,不易出现因材料组织不均而引起的切削力突变,有利于保证加工精度。同时,它对磨削工艺的适应性良好,通过合理选择砂轮和磨削参数,能够获得极低的表面粗糙度。在制造高精度的机械零件,如航空发动机叶片、精密齿轮等,ASP粉末高速钢既能满足零件苛刻的性能要求,又能在加工过程中顺利实现复杂的形状轮廓和高精度的尺寸公差,确保产品的高质量交付。阳江M2高速钢源头工厂航空航天用材严,精工特钢高速钢,强度韧性兼具。

汽车零部件加工对刀具的可靠性要求极高:缸体缸盖加工:可转位高速钢铰刀(Φ25mm)实现IT6级精度,Ra0.4μm表面质量;齿轮加工:剃齿刀采用"双金属结构"(高速钢刀齿+合金钢刀体),寿命提升3倍;曲轴车削:CBN涂层刀具在QT700球墨铸铁上实现v=250m/min,刀具寿命达1500件/刃。在模具型芯加工中,高速钢刀具通过以下创新提升效率:微细铣削:Φ0.1mm高速钢刀具在H13钢(HRC48)上实现Ra0.2μm镜面加工;高压内冷技术:冷却液压力达10MPa,有效降低切削区温度;自适应进给系统:通过传感器实时调整进给速度,避免刀具崩刃。
粉末高速钢的高硬度特性使其在众多工业领域中脱颖而出。经过合适的热处理工艺后,其硬度值可轻松达到 HRC63 - 68 甚至更高,远远超过普通碳钢和许多合金钢。如此高的硬度赋予了它非凡的抗磨损能力,尤其在金属切削加工场景中,面对硬度较高的被加工材料,如钛合金、镍基合金等难切削材料,粉末高速钢刀具能够轻松切入,保持锋利的切削刃,减少频繁换刀带来的停机时间和加工成本。而且在模具制造方面,用于注塑、压铸等模具的关键部件,高硬度的粉末高速钢可以有效抵抗塑料、金属熔液等在成型过程中反复摩擦、冲刷所造成的磨损,确保模具型腔的尺寸精度和表面光洁度,延长模具的服役周期,为大规模、高精度的工业生产提供坚实保障。矿山机械重负荷,精工特钢高速钢,抗压强。

随着新兴产业蓬勃兴起,粉末冶金高速钢扮演关键角色。在新能源汽车制造中,电机部件的加工精度与材料性能要求极高,粉末冶金高速钢刀具能实现高精度铣削、钻孔等操作,确保电机高效运转,助力新能源汽车提升动力性能。3D 打印产业里,作为高质量粉末原料,用于制造复杂结构的金属零部件,通过选区激光熔化等技术,充分发挥其成分均匀、性能优异的优势,制造出航空发动机叶片修复件等精密产品,满足装备的定制化需求。在医疗器械领域,手术器械对材料生物相容性、耐腐蚀性及加工精度有严格标准,粉末冶金高速钢经特殊处理后,既满足性能要求,又能通过精细加工制造出高精度手术器械,为医疗创新提供有力支撑,推动新兴产业快速进步。对粉末高速钢有高要求?精工特钢,定制服务解您忧。东莞M2高速钢供应商
打造刀具,粉末高速钢选精工特钢,锋利耐用不一般。韶关DC53高速钢源头工厂
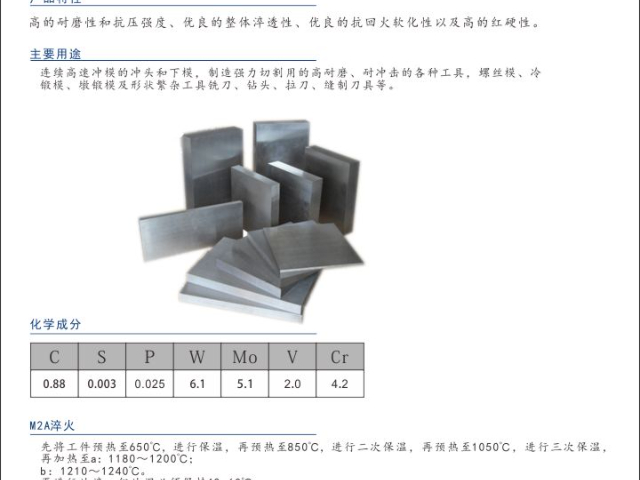
M2A高速钢在耐磨性方面表现极为突出,这主要源于其独特的化学成分与微观组织结构。从成分来看,它含有较高比例的合金元素,如钨(W)、钼(Mo)、铬(Cr)和钒(V)等。其中,钒元素能够形成极为坚硬的碳化钒(VC)颗粒,均匀分布于钢基体之中。这些碳化钒颗粒硬度极高,远远超过一般金属材料,犹如在钢中镶嵌了无数微小的“硬质盾牌”。在实际切削、磨损工况下,当外界磨粒试图刮擦、侵蚀M2A高速钢表面时,碳化钒颗粒能够有效抵抗磨粒的作用,极大减缓材料表面的磨损速度。例如,在金属切削加工领域,使用M2A高速钢制造的刀具,在对高强度合金钢、不锈钢等难切削材料进行长时间连续切削时,刀具刃口的磨损量相较于普通高速钢刀具降低,可大幅延长刀具使用寿命,减少刀具更换频次,提高加工效率,降低生产成本,在高磨损环境的工业生产中发挥着关键作用。韶关DC53高速钢源头工厂