钢网检查机常见故障及解决办法除了上述SMT钢网检查机故障排查方法中提到的内容外,在使用钢网检查机过程中,还可能出现焊膏不均匀或残留的情况。这可能是钢网的压力不均或不足,或者是网孔堵塞、损坏。解决方法是清洁或更换钢网,确保网孔清洁畅通;调整印刷压力;检查焊膏的粘度和温度是否合适。印刷位置偏差或错位,可能是钢网的定位或夹持机构不准确,或者是设备本身的问题。检查钢网定位系统是否准确,修复或更换不准确的夹持机构;检查SMT设备的机械部件,确保其运行正常。钢网磨损或损坏,可能是长期使用或不正确的清洁和保养导致钢网磨损或损坏。定期更换钢网,确保其表面平整;正确清洁和保养钢网,避免使用损坏表面的钢网。解决方法:首先,重新校准尺寸测量系统。吉安定做全自动CCD平面与尺寸检查机

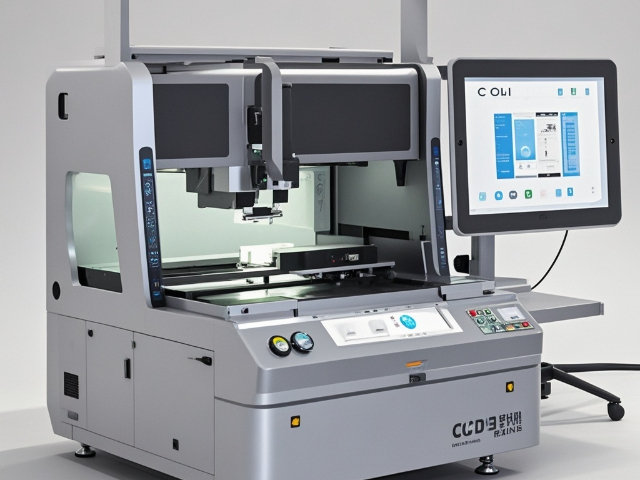
操作控制区域:启动 / 停止按钮:用于启动和停止检测过程。当准备好被检测物体并设置好检测参数后,操作人员点击启动按钮,系统开始进行检测;检测完成后,点击停止按钮,系统停止工作。复位按钮:当系统出现异常或需要重新开始检测时,操作人员可以点击复位按钮,将系统恢复到初始状态,以便进行下一次检测。手动 / 自动切换按钮:有些自动 CCD 平面与尺寸检查机支持手动和自动两种检测模式。在手动模式下,操作人员可以手动控制 CCD 摄像头的移动、图像的采集等操作,以便对特定的物体进行详细的检测和分析;在自动模式下,系统会按照预设的程序自动进行检测,提高检测效率。操作人员可以根据实际需求,通过手动 / 自动切换按钮在两种模式之间进行切换。肇庆全自动CCD平面与尺寸检查机拆装设备应安装在清洁、干燥、无强烈震动和电磁干扰的环境中。

还有就是协信达科技公司的多路巡检仪定点不检测:如无采样脉冲,检查采样振荡器及其控制管、电铃单稳和个位十进制计数器及其触发电路;如有采样脉冲,检查采样板个位十进制计数器及其触发电路。采样点序不正常:个位只显示奇数点或偶数点,检查奇数或偶数反相器。采样点序正常,某一数字不亮:检查是否数码管损坏或该位数字驱动器损坏,后一情况若是十位,尚应检查相应的跟随器。采样点序正常个位或十位有重字或某一位数有微亮的。
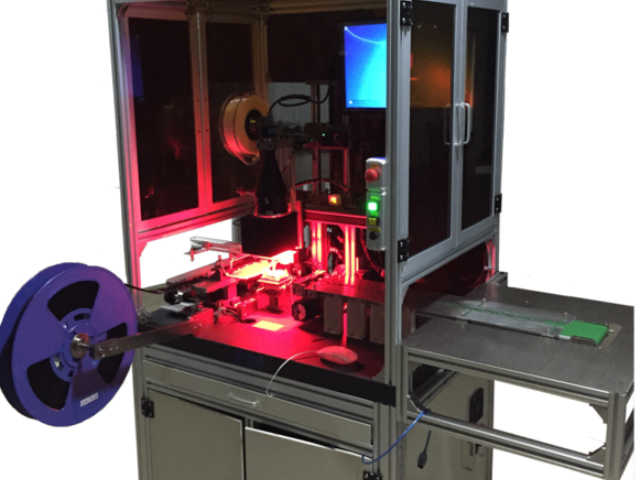
四、检测过程设备的光学系统开始对物品进行成像,CCD相机捕捉物品的图像信息。图像处理系统对采集到的图像进行分析和处理,提取物品的平面度和尺寸信息。根据预设的检测参数和标准,对物品的平面度和尺寸进行判断,确定是否符合要求。在检测过程中,可以通过设备的显示屏实时观察检测进度和结果。五、结果输出与分类检测完成后,设备将检测结果输出,可以是显示屏上的显示、打印报告或者数据传输到其他系统。根据检测结果,设备可以对物品进行分类,如合格品和不合格品分别输送到不同的区域。对于不合格品,可以进行标记或记录,以便后续分析和处理。将干扰源远离检查机或者采取屏蔽措施。

二、软件因素图像处理算法:边缘检测算法:准确的边缘检测是尺寸测量和平面度检测的基础。不同的边缘检测算法对图像的处理效果不同,会影响检测精度。例如,一些先进的边缘检测算法可以更好地处理模糊或噪声较大的图像,提高边缘检测的准确性。图像滤波算法:图像滤波可以去除噪声,提高图像的质量。选择合适的滤波算法可以在去除噪声的同时,尽可能地保留图像的细节,提高检测精度。例如,中值滤波可以有效地去除椒盐噪声,同时保留图像的边缘信息。无法准确识别尺寸边界 原因:物体表面对比度低。肇庆全自动CCD平面与尺寸检查机拆装
适用于多种材质:无论是金属、塑料、陶瓷、玻璃等各种材质的物体,都可以通过 CCD 平面尺寸检查机进行检测。吉安定做全自动CCD平面与尺寸检查机
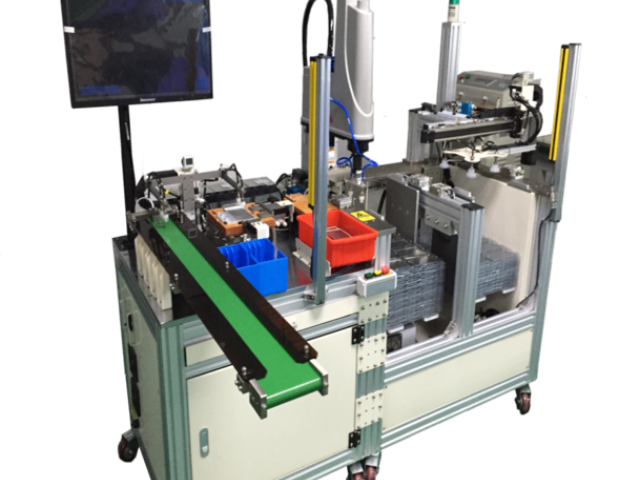
观察设备显示屏,确认设备状态正常,无报错信息。如果有报错信息,应根据提示进行故障排除。进行设备的初始化设置,包括选择检测模式(平面检测、尺寸检测或综合检测)、设置检测参数(如精度要求、检测速度等)。三、上料与定位将待测物品放置在设备的上料区域,确保物品放置平稳、位置准确。对于一些需要特定定位的物品,可以使用设备的定位装置进行调整,确保物品在检测区域内的位置符合要求。启动上料装置,将待测物品输送到检测区域。吉安定做全自动CCD平面与尺寸检查机