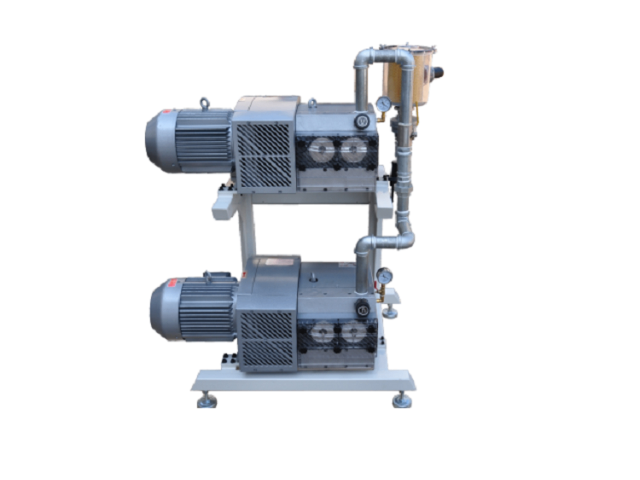
- 品牌
- 太星真空
- 型号
- JZJSV(B)
- 壳体型式
- 分段式,节段式,螺杆式
在螺杆罗茨真空系统(机组)运行过程中,需要密切监测多个参数。首先是真空度的监测,要确保真空度在规定的范围内波动。如果真空度异常升高或降低,可能表示机组存在漏气、泵体故障或其他问题。及时发现并处理真空度异常可以避免对生产工艺的影响。其次是温度监测,包括泵体温度和电机温度。过高的温度可能是由于润滑不良、过载或其他故障引起的。例如,螺杆泵长时间高负荷运转可能导致温度升高,若不及时处理,会损坏密封件和其他部件。再者,要注意监测抽气速度,抽气速度的突然变化可能暗示着管道堵塞、泵内异物或者泵体本身的性能下降。同时,还要关注运行声音,正常运行的机组声音平稳且有规律,若出现异常的噪音或振动声,可能是部件松动、磨损或有异物进入。此外,要定期检查仪表显示是否准确,确保监测数据的可靠性。螺杆罗茨真空系统有助于提高企业生产效率和产品质量。大型螺杆罗茨真空系统(机组)特价

螺杆罗茨真空系统(机组)的安装环境至关重要。首先,安装场地应保持干燥、清洁,避免潮湿和灰尘过多的环境。潮湿可能会导致机组的电气部件受潮损坏,影响其正常运行,甚至可能引发短路等安全问题。而大量灰尘会进入机组内部,附着在螺杆、罗茨泵的关键部件上,加剧部件磨损,降低机组的使用寿命。其次,要确保安装地面平整且具有足够的承载能力。机组在运行过程中会产生振动,如果地面不平整,可能会使机组安装不稳,进一步加大振动幅度,这不仅会影响抽气效率,还可能使连接部件松动,引发泄漏等故障。此外,机组周围应预留足够的空间,便于日常的检查、维护和维修操作。空间不足会给工作人员带来操作上的困难,增加维护成本和时间。同时,要避免机组安装在有强腐蚀性气体或高温源附近,防止机组受到腐蚀或因高温环境影响其性能和寿命。手动螺杆罗茨真空系统(机组)推荐货源该系统可与多种设备配套使用,满足不同需求。

在制药行业中,原料的精确计量与无污染输送是确保药品质量的关键。螺杆罗茨真空系统凭借其高效的真空抽吸能力和稳定的流量控制,成为制药原料真空输送的理想选择。系统通过精确控制真空度,实现原料的连续、均匀输送,避免了原料在输送过程中的污染和损失。同时,螺杆罗茨真空系统的低噪音、低振动设计,确保了生产环境的安静与稳定,为制药行业的品质生产提供了有力保障。在固体原料药、辅料及半成品的输送中,螺杆罗茨真空系统展现出了其独特的优势,为制药行业的自动化、连续化生产提供了重要支持。
JZJSV (B) 系列罗茨螺杆成套真空机组的节能特点使其在当今注重能源效率的工业环境中具有很大的优势。在传统的真空机组运行中,能源消耗往往是企业成本的一个重要组成部分。该机组通过优化设计实现了节能目标。罗茨泵和螺杆泵的组合方式在抽气过程中能够根据不同的真空度阶段自动调整工作模式,使能源利用更加高效。在低真空阶段,螺杆泵能够以较低的能耗维持稳定的抽气,当需要进一步提高真空度时,罗茨泵介入工作,二者的切换和协同工作避免了不必要的能源浪费。而且,由于机组在高真空状态下抽速降幅小,这意味着在达到高真空的过程中不需要过度消耗能量来弥补抽速的损失。例如在一些大规模的工业生产中,如太阳能电池板的生产过程中的真空环节,如果使用节能的真空机组,长期下来可以节省大量的电力成本。在能源日益紧张的当下,JZJSV (B) 系列真空机组的节能特性不仅为企业带来经济效益,也符合可持续发展的工业理念。螺杆罗茨真空系统对工作环境无特殊要求,易于安装和使用。

螺杆泵是螺杆罗茨真空系统的关键组件之一。其结构主要由两个相邻的、精密加工的螺杆和一个泵壳组成。螺杆的螺旋形状设计,使得当它们旋转时,能够形成连续的、逐渐变小的变容空间。这个空间从泵的进口开始,逐渐减小至出口,从而将吸入的气体压缩并排出。螺杆泵的设计确保了螺杆之间以及螺杆与泵壳之间的紧密配合,从而避免了气体的泄漏。同时,螺杆泵还具有结构简单、维护方便、运行稳定等优点。罗茨泵是螺杆罗茨真空系统的另一个重要组成部分。其工作原理基于两个互相齿合但没有接触的转子(罗茨叶轮)的旋转。当转子旋转时,它们之间以及转子与泵壳之间形成了一系列的变容空间。这些空间在转子旋转的过程中逐渐增大,从而吸入气体;随后,空间逐渐减小,将气体压缩并推向出口。该系统无需耗油,无滴漏现象。手动螺杆罗茨真空系统(机组)推荐货源
食品加工过程中,该系统用于包装和干燥环节,防止食品氧化和变质。大型螺杆罗茨真空系统(机组)特价
螺杆罗茨真空系统广泛应用于化工、食品、电子、医药等多个行业。在化工行业中,该系统用于维持真空环境,提高产品质量和生产效率。在食品加工过程中,螺杆罗茨真空系统用于包装和干燥环节,防止食品氧化和变质。在电子产品的制造过程中,该系统提供了清洁、高效的真空环境,确保了产品的质量和性能。此外,随着医药行业的快速发展,螺杆罗茨真空系统也因其稳定的性能和可靠的品质而备受青睐。市场需求的不断增长推动了螺杆罗茨真空系统技术的不断创新和发展。大型螺杆罗茨真空系统(机组)特价
在螺杆罗茨真空系统(机组)运行过程中,需要密切监测多个参数。首先是真空度的监测,要确保真空度在规定的范围内波动。如果真空度异常升高或降低,可能表示机组存在漏气、泵体故障或其他问题。及时发现并处理真空度异常可以避免对生产工艺的影响。其次是温度监测,包括泵体温度和电机温度。过高的温度可能是由于润滑不良、过载或其他故障引起的。例如,螺杆泵长时间高负荷运转可能导致温度升高,若不及时处理,会损坏密封件和其他部件。再者,要注意监测抽气速度,抽气速度的突然变化可能暗示着管道堵塞、泵内异物或者泵体本身的性能下降。同时,还要关注运行声音,正常运行的机组声音平稳且有规律,若出现异常的噪音或振动声,可能是部件松动、...
- 浙江螺杆罗茨真空系统(机组)修理 2024-12-21
- 北京螺杆罗茨真空系统(机组)品牌排行 2024-12-21
- 本地螺杆罗茨真空系统(机组)拆装 2024-12-21
- 江苏螺杆罗茨真空系统(机组)检修 2024-12-20
- 综合螺杆罗茨真空系统(机组)价格表 2024-12-20
- 半自动螺杆罗茨真空系统(机组)销售公司 2024-12-20
- 江苏螺杆罗茨真空系统(机组)分类 2024-12-20
- 半自动螺杆罗茨真空系统(机组)批发价格 2024-12-07
- 河北螺杆罗茨真空系统(机组)网上价格 2024-12-07
- 四川螺杆罗茨真空系统(机组)常见问题 2024-12-06



- 北京螺杆罗茨真空系统(机组)网上价格 2024-12-02
- 河南螺杆罗茨真空系统(机组)常见问题 2024-12-01
- 本地螺杆罗茨真空系统(机组)哪个好 2024-12-01
- 小型螺杆罗茨真空系统(机组)服务热线 2024-11-30
- 国产螺杆罗茨真空系统(机组)诚信合作 2024-11-30
- 便宜的螺杆罗茨真空系统(机组)拆装 2024-11-30




- 湖南旋片罗茨真空系统(机组)前景 12-22
- 节能罗茨真空泵机组价格优惠 12-22
- 什么是无油活塞真空泵常用知识 12-22
- 便宜的水环罗茨真空系统(机组)有几种 12-22
- 本地罗茨真空泵机组怎么用 12-21
- 手动干式复合真空泵答疑解惑 12-21
- 湖南旋片罗茨真空系统(机组)市场价 12-21
- 山东旋片罗茨真空系统(机组)怎么样 12-21
- 北京水环罗茨真空系统(机组)销售厂家 12-21
- 江苏旋片罗茨真空系统(机组)推荐货源 12-21