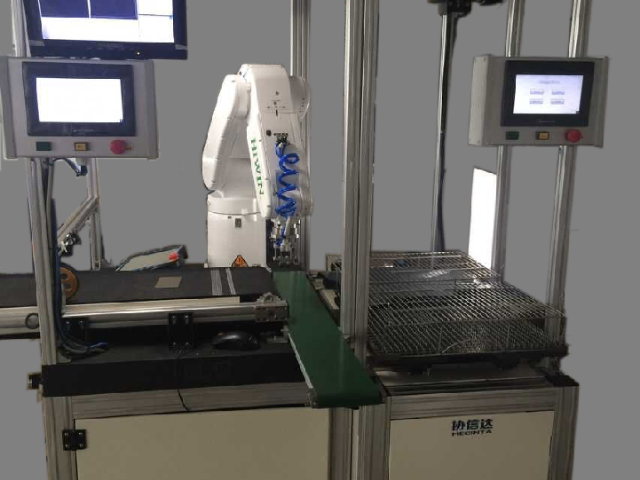
光学系统:包括镜头、滤镜等,用于将被检测物体的图像聚焦到CCD图像传感器上。CCD图像传感器:将光信号转换成电信号,生成被检测物体的图像。图像处理系统:对CCD图像传感器生成的图像进行分析和处理,提取出物体的平面度和尺寸信息。控制系统:控制整个检测过程的自动化运行,包括上料、检测、下料等环节。在检测过程中,被检测物体通过上料装置输送到检测区域,然后由光学系统对其进行成像,CCD图像传感器将图像转换成电信号并传输到图像处理系统中。图像处理系统对图像进行分析和处理,提取出物体的平面度和尺寸信息,并与预设的标准值进行比较,判断物体是否符合要求。如果物体符合要求,则通过下料装置将其输送到合格品区域;如果物体不符合要求,则通过下料装置将其输送到不合格品区域。设备应安装在清洁、干燥、无强烈震动和电磁干扰的环境中。新余小型全自动CCD平面与尺寸检查机
全自动CCD平面与尺寸检查机检测精度高吗全自动CCD平面与尺寸检查机具有较高的检测精度。其采用先进的CCD成像技术,能够对物体进行高分辨率的图像采集。例如,在一些精密制造领域,如电子元件、机械零部件等的检测中,它可以准确地检测出产品的尺寸偏差,精度可达到微米级别。这是因为CCD相机具有高分辨率的特点,能够清晰地捕捉到产品的细节特征。同时,配合专业的图像处理软件,可以对图像进行精确的分析和测量,从而确保检测结果的准确性。此外,一些检查机还采用了多相机多角度的检测方式,进一步提高了检测精度,能够***地检测产品的各个部位,避免漏检和误检。阳江全自动CCD平面与尺寸检查机多少钱同时,检查设备是否受到振动影响。

钢网检查机电脑显示屏显示异常:检查连接显示器的高清DP线两端是否松动,若松动重新拔插或更换新的DP线;更换显示器;检查电脑主机显卡有无异常;显示有花纹电磁干扰,增加防干扰磁环,接好地线。设备通电后开机回不了原点:检查连接驱动器X,Y轴的线是否有松动;用9014驱动卡软件检查X,Y,Z轴是否可以运动;检查张力计Z轴是否在原点位置;确认急停按钮是否已按压下去;检查D盘SVMS软件是否正确。当相机扫描到第一张 FOV 时,停止运行:重新优化 FOV 路径、重新做个新程序
尺寸参数:在此部分,操作人员可以输入被检测物体的标准尺寸范围,包括长度、宽度、高度、直径等具体尺寸参数。系统会根据这些设定的标准尺寸范围来判断被检测物体的尺寸是否合格。例如,对于一个圆形零件,需要设置其直径的上下限;对于一个矩形零件,则需要设置长、宽的允许偏差范围等5。平面度参数:平面度是衡量物体表面平整程度的重要指标。在该设置区域,操作人员可以设定平面度的允许误差范围。系统会根据 CCD 采集到的图像信息,对物体的平面度进行分析和计算,并与设定的参数进行比较,以判断平面度是否符合要求。检测精度设置:根据不同的检测需求和物体的特性,操作人员可以调整检测的精度级别。较高的精度级别可以更准确地检测出微小的尺寸偏差和平面度误差,但同时也会增加检测的时间和系统的运算负荷。因此,需要根据实际情况进行合理的精度设置物体直接接触,避免了对被测物体的损伤和磨损,特别适用于对易损、易碎或高精度要求的物体进行检测。
钢网检查机常见故障及解决办法除了上述SMT钢网检查机故障排查方法中提到的内容外,在使用钢网检查机过程中,还可能出现焊膏不均匀或残留的情况。这可能是钢网的压力不均或不足,或者是网孔堵塞、损坏。解决方法是清洁或更换钢网,确保网孔清洁畅通;调整印刷压力;检查焊膏的粘度和温度是否合适。印刷位置偏差或错位,可能是钢网的定位或夹持机构不准确,或者是设备本身的问题。检查钢网定位系统是否准确,修复或更换不准确的夹持机构;检查SMT设备的机械部件,确保其运行正常。钢网磨损或损坏,可能是长期使用或不正确的清洁和保养导致钢网磨损或损坏。定期更换钢网,确保其表面平整;正确清洁和保养钢网,避免使用损坏表面的钢网。产品的图像模糊不清 原因:可能是 CCD 相机的焦距失调、镜头表面有污垢或者振动导致相机位置偏移。许昌本地全自动CCD平面与尺寸检查机
如大型电机、高频设备等。新余小型全自动CCD平面与尺寸检查机
操作控制区域:启动 / 停止按钮:用于启动和停止检测过程。当准备好被检测物体并设置好检测参数后,操作人员点击启动按钮,系统开始进行检测;检测完成后,点击停止按钮,系统停止工作。复位按钮:当系统出现异常或需要重新开始检测时,操作人员可以点击复位按钮,将系统恢复到初始状态,以便进行下一次检测。手动 / 自动切换按钮:有些自动 CCD 平面与尺寸检查机支持手动和自动两种检测模式。在手动模式下,操作人员可以手动控制 CCD 摄像头的移动、图像的采集等操作,以便对特定的物体进行详细的检测和分析;在自动模式下,系统会按照预设的程序自动进行检测,提高检测效率。操作人员可以根据实际需求,通过手动 / 自动切换按钮在两种模式之间进行切换。新余小型全自动CCD平面与尺寸检查机