- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
Q频率的影响,在低Q频率时,有高的峰值功率和低的平均功率,实验知这种情况可增加材料的汽化率,用于去除更多的材料,进行深槽的雕刻;而在高的Q频率时, 有低的峰值功率和高的平均功率,实验知这种情况 “ 加热” 效应明显,只引起材料变色或变形 ,而材料的去除则十分微弱研究表明:扫描遍数相同时,Q 频率越低,材料去除越多,槽越深;Q频率相同,扫描遍数越多,槽越深;扫描遍数越少,不同Q频率的槽深差距越小。填充率的影响,不同的填充率,单位宽度内的扫描线数不一样通过打标控制软件可任意调节。不同的填充率,对槽的深度和粗糙度影响都很大。一般情况下,某个填充率( 如0.0003) 时,不同扫描遍数的槽部较深,而且槽深的差距较大;填充率越大,不同扫描遍数的槽深差距越小。不同的填充率对槽底面粗糙度的影响也不同,不同的扫描遍数, 当某个填充率打槽较深时( 如 0.0003 ) 时, 粗糙度尺Ra值较高;同一填充率, 扫描遍数少, 粗糙度Ra值低。一些先进型号还配备智能监控系统,实现实时数据反馈,提高响应速度与决策能力。山东压缩机干气密封结构

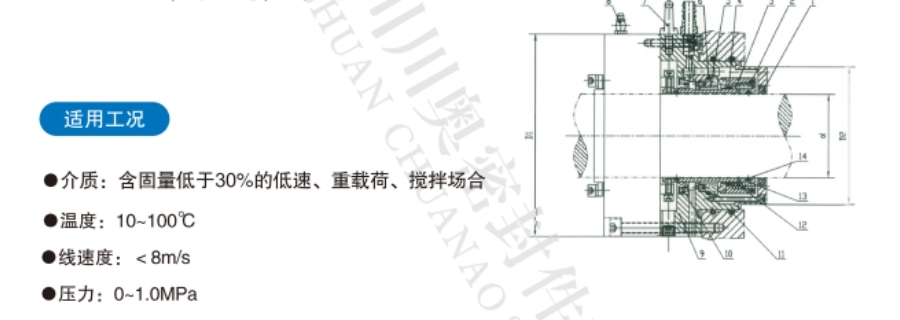
轴通过紧定螺钉、弹簧座、弹簧带动动环旋转,而静环由于防转动销的作用而静止于端盖内。动环在弹簧力和介质的作用下,与静环的端面紧密结合,并发生相对滑动,阻止了介质沿端面间的径向泄露(泄漏点1),构成了机械密封的主密封。摩擦副磨损后在弹簧和密封流体压力的推动下实现补偿,始终保持两密封端面的紧密接触。动、静磨损后在弹簧和密封流体压力的推动下实现补偿,始终保持两密封端面的紧密接触。动、静环中具有轴向补偿能力的称为补偿环,不具有补偿能力的称为非补偿环。山东压缩机干气密封结构此技术不仅适用于泵,还可广泛应用于压缩机、风机等多种设备中,提高了设备可靠性。

组成:1、机械密封一般由四大部分组成:1)由静止环和旋转环组成的一对密封端面,该密封端面有时也称为摩擦副,是机械密封的主要;2)以弹性元件(或磁性元件)为主的补偿缓冲机构;3)辅助密封机构;4)使动环和轴一起旋转的传动机构。2、机械密封的结构多种多样,较常见的结构如上图所示。机械密封安装在旋转轴上,密封腔内有1、紧定螺钉 2、弹簧座 3、弹簧 4、动环辅助密封圈 5、动环 它们随轴一起旋转。机械密封的其他零件、包括6、静环7、静环辅助密封圈和8、防转销安装在锅盖内,端盖和密封腔体用螺栓连接。
干气密封的类型:干气密封基本结构类型有单端面密封、串联式密封、带中间迷宫串联式密封和双端面密封。(1)单端面密封,适用于没有危害、允使微量的工艺气泄漏到大气的工况。如N2压缩机、CO2压缩机、空气压缩机等。(2)串联式密封,适用于允许少量工艺气泄漏到大气的工况。一般采用两级串联布置方式,一级为主密封,二级为备用密封。正常工况下,全部或大部分负荷由主密封承担,而二级备用密封不承受或承受小部分的负荷和压力降。泄漏的主密封工艺气被引入火炬系统燃烧,泄漏的极少量的工艺气通过二级密封由二级放空引入安全地带排放。当主密封失效时,二级备用密封起到辅助安全密封的作用,确保工艺气不大量外漏。干气密封在风电机组中的应用,不仅提升了发电效率,还延长了设备使用寿命。

由于干气密封属于非接触式密封,基本上不受PV值的限制,因此干气密封特别适合作为在高速高压条件下的大型离心压缩机轴封。干气密封的出现,是密封技术的一次革新,气体密封的难题从此得以解决,而不再会受到密封润滑油的限制,而且其所需的气体控制系统比油膜密封的油系统要简单得多。另外,干气密封的出现也改变了传统的密封观念,将干气密封技术和阻塞密封原理有机结合,“用气封液或气封气”的新观念替代传统的“液封气或液封液”观念,可保证任何密封介质实现零逸出,这就使得干气密封在泵用轴封领域也将有普遍的应用前景。干气密封是一种新型密封技术,广泛应用于化工、石油等行业,以减少泄漏和提高设备安全性。江西单端面干气密封批发
尽管安装复杂,但通过专业培训,可以有效提高工作人员对该技术理解与运用能力。山东压缩机干气密封结构
磁流体密封:磁流体密封是一种新型的密封。磁流体旋转轴封的工作原理如图3所示,长久磁环2、极板 3和转轴(或套)4等构成磁路。在磁场作用下,吸附磁流体于静止的极板与转动轴之间的间隙通道中,形成流体O形环,将间隙完全封堵,并且具有承压能力,防止气(或液)体由高压侧向低压侧的泄漏,达到完全密封的目的。磁流体是一种大小为100×10-10m 左右的固体微粒(金属氧化物)悬浮于载液中的胶状流体。它具有流体的特点,在外界磁场的作用下才显磁性。选择不同的固体微粒或载液以及改变它们的组成配比,可得到不同性质的磁流体。山东压缩机干气密封结构
激光开/关延迟:振镜检流计的惯性会导致其对命令信号的响应有一时间的延迟。为了使激光束开 /关和振镜检流计同步运动,必须使激光束开/关有一时间延迟,其设置视扫描速度而定。激光开延迟产生于一矢量打标的开始,此时保持激光关闭直到振镜检流计响应到命令信号;激光关延迟产生于一打标矢量的结束,此时保持激光开启直到矢量的结束。若激光开延迟太短,将在振镜检流计达到设置的打标速度以前打开激光,会在矢量打标开始时积聚很多激光脉冲能量,出现深度雕刻的现象;若激光开延迟太长 ,在激光打开以前振镜检流计就达到了其设置的打标速度,会在一矢量打标开始时产生丢步现象。若激光关延迟太短,将会在矢量打标到达结束前关闭激光,发生矢...
- 湖南串联式干气密封制造 2025-01-03
- 河南单端面干气密封市价 2025-01-03
- 云南泵用干气密封尺寸 2025-01-03
- 河南集装式干气密封原理 2025-01-03
- 深圳串联式干气密封制造 2025-01-03
- 河南低温干气密封哪家好 2025-01-02
- 广东压缩机干气密封用途 2025-01-02
- 山西进口干气密封原理 2025-01-02
- 广西集装式干气密封结构 2025-01-02
- 泵用干气密封市价 2025-01-01




- 山东进口干气密封标准 2024-12-31
- 江西耐油干气密封原理 2024-12-31
- 山东泵用干气密封价位 2024-12-31
- 河南双端面干气密封行价 2024-12-31
- 重庆低温干气密封特点 2024-12-31
- 山西储罐干气密封型号 2024-12-31



- 湖北波纹管搅拌器机械密封供应 01-03
- 四川泵用搅拌器机械密封制造商 01-03
- 湖南串联式干气密封制造 01-03
- 海南循环泵用机械密封价格 01-03
- 甘肃搅拌器机械密封怎么样 01-03
- 河南单端面干气密封市价 01-03
- 云南泵用干气密封尺寸 01-03
- 江西旋转金属波纹管机械密封现货直发 01-03
- 重庆闭式釜用机械密封价格 01-03
- 广西防尘釜用机械密封非标定制 01-03