- 品牌
- 无锡欧驰
- 型号
- OCM
- 材料构成
- 环氧树脂
- 固化时间
- 10分钟-3小时不等
- 适用范围
- 各种材料的冷镶嵌
- 产地
- 浙江-无锡
- 厂家
- 无锡欧驰检测技术有限公司
冷镶嵌树脂,根据样品材料选择金属材料:对于硬度较高的金属样品,如合金钢、硬质合金等,需要选择硬度较高的冷镶嵌树脂,以确保在后续的研磨和抛光过程中树脂不会被过度磨损,从而影响样品的固定效果。同时,树脂的粘结性也很重要,应能够牢固地粘结金属样品,防止样品在处理过程中脱落。对于容易氧化的金属样品,如铁、铜等,可以选择具有一定抗氧化性能的冷镶嵌树脂,或者在镶嵌过程中采取适当的保护措施,如在树脂中添加抗氧化剂或在镶嵌后对样品进行表面处理。对于一些对温度敏感的金属样品,如铝合金等,应选择固化过程中产生热量较少的冷镶嵌树脂,以避免样品因温度升高而发生变形或组织变化。冷镶嵌树脂,树脂粘度低,渗透润湿性好,浇注时能迅速渗透进入样品孔隙 裂缝或凹陷处减少气穴稳固把持样品。江苏亚克力粉冷镶嵌树脂哪个牌子好

冷镶嵌树脂,搅拌均匀:在混合树脂和固化剂时,要充分搅拌均匀,确保颜色一致。如果搅拌不充分,可能会导致局部固化不完全或性能不均匀。避免气泡:在注入模具和放置样品的过程中,要尽量避免产生气泡。可以通过缓慢倒入树脂、轻轻震动模具等方法去除气泡。如果气泡较多,可能会影响样品的观察效果和分析结果。储存条件:冷镶嵌树脂应储存在阴凉、干燥的地方,避免阳光直射和高温环境。储存温度一般在室温下,具体要求可参考树脂的说明书。同时,要注意密封保存,避免树脂与空气接触而发生变质。安徽亚克力粉冷镶嵌树脂生产企业冷镶嵌树脂,冷镶嵌树脂可用于固定和保护样品,便于对其进行切片、研磨和抛光等操作。
冷镶嵌树脂,聚酯型固化收缩率适中:聚酯型冷镶嵌树脂的固化收缩率介于环氧树脂型和丙烯酸型之间,在一些对收缩率有一定要求,但又不需要像环氧树脂型那样低收缩率的场景中可以使用。良好的柔韧性:具有一定的柔韧性,对于一些需要承受一定弯曲或变形的样品,聚酯型冷镶嵌树脂可以在不损坏样品的情况下提供较好的镶嵌效果。适用场景:常用于一些对柔韧性有要求的样品,如塑料薄膜、橡胶等材料的镶嵌。聚氨酯型:度:具有较高的强度和韧性,能够承受较大的外力冲击,对于一些需要承受较大机械应力的样品,聚氨酯型冷镶嵌树脂可以提供较好的保护。耐水性好:对水具有较好的耐受性,在一些潮湿或需要接触水的环境中,聚氨酯型冷镶嵌树脂能够保持较好的性能。适用场景:适用于对强度和耐水性要求较高的样品,如在水下环境中使用的材料或需要经常接触水的样品。
冷镶嵌树脂,冷镶嵌树脂的特点:操作简便:在室温下即可进行操作,不需要加热设备,避免了因加热可能对样品造成的损伤。同时,冷镶嵌树脂通常是由树脂和固化剂组成的双组分材料,使用时只需将两者按照一定的比例混合,然后倒入模具中即可完成镶嵌,操作过程简单方便。固化时间可控:不同类型的冷镶嵌树脂固化时间有所不同,可以根据实际需要选择合适的树脂。例如,有些丙烯酸类冷镶嵌树脂固化时间较短,几十分钟甚至几分钟内就可以固化,适用于快速制样的需求;而环氧树脂类冷镶嵌树脂固化时间相对较长,一般需要数小时甚至更长时间才能完全固化,但其固化后的性能更加稳定,适用于对样品质量要求较高的情况。冷镶嵌树脂,对于电镀、化学镀、阳极氧化等表面处理后的材料,可以通过冷镶嵌将样品固定。

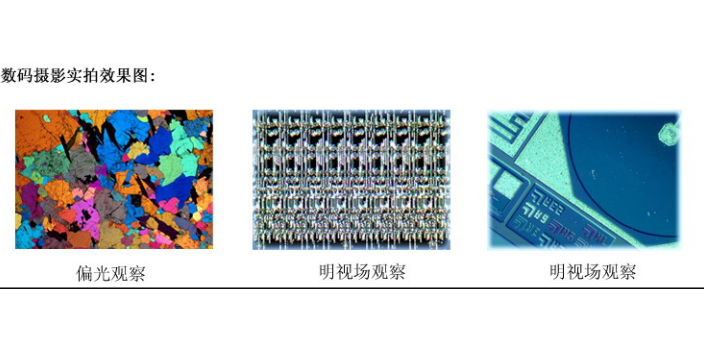
冷镶嵌树脂,冷镶嵌树脂的发展为金相分析带来了更多的可能性。随着技术的不断进步,冷镶嵌树脂的性能也在不断提高。例如,一些新型的冷镶嵌树脂具有更好的透明度、更低的收缩率和更高的硬度,能够满足更高要求的金相分析。此外,还有一些特殊功能的冷镶嵌树脂,如导电树脂、荧光树脂等,可以满足特定的分析需求。未来,冷镶嵌树脂将继续发挥重要作用,为金相分析提供更加质量的样品制备方法。通常在数小时内即可完全固化,相比热镶嵌树脂需要加热和冷却的过程,节省了时间。这使得实验室能够更高效地处理样品,提高工作效率。冷镶嵌树脂,在常温下固化,不会对这些热敏感材料的内在结构性能产生影响。能够保证金相分析结果的准确性。安徽亚克力粉冷镶嵌树脂生产企业
冷镶嵌树脂,在材料表面处理领域,冷镶嵌树脂可以用于研究各种表面处理方法对材料性能的影响。江苏亚克力粉冷镶嵌树脂哪个牌子好
冷镶嵌树脂,放置样品阶段轻放样品:在树脂尚未完全固化之前,将样品轻轻放入模具中的树脂中。避免快速或用力地放置样品,以免扰动树脂产生气泡。可以使用镊子或其他工具辅助放置样品,确保样品平稳地沉入树脂中。调整位置:如果需要调整样品的位置,可以使用细针或牙签等工具轻轻拨动样品。操作时要小心谨慎,避免带入空气或损坏样品。调整好位置后,再次检查树脂中是否有新产生的气泡,并及时处理。分享一些关于如何选择冷镶嵌树脂的建议冷镶嵌树脂在使用过程中产生气泡的原因有哪些?操作过程中产生的气泡如何处理?江苏亚克力粉冷镶嵌树脂哪个牌子好

冷镶嵌树脂,使用真空设备除去汽泡真空脱气:如果在操作过程中经常出现气泡问题,可以考虑使用真空设备对树脂进行脱气处理。将混合好的树脂放入真空容器中,抽真空一段时间,使树脂中的气泡在负压下逸出。真空度和脱气时间可以根据树脂的类型和气泡的严重程度进行调整。一般来说,真空度在几百帕到几千帕之间,脱气时间在几分钟到十几分钟不等。真空注入:在真空环境下,将脱气后的树脂注入模具中。这样可以避免在注入过程中再次引入空气形成气泡。操作时要注意安全,避免树脂在真空环境下溅出或产生其他危险。需要注意的是,在除去汽泡时要小心操作,避免对样品造成损坏。同时,尽量在树脂尚未完全固化之前除去气泡,一旦树脂固化,气泡就很难去...
- 安徽可溶解型冷镶嵌树脂生产厂家 2025-12-08
- 四川无毒无味冷镶嵌树脂制造厂商 2025-12-05
- 江苏环氧树脂冷镶嵌树脂性价比高 2025-12-03
- 贵州亚克力粉冷镶嵌树脂厂家批发 2025-11-25
- 贵州环氧树脂冷镶嵌树脂源头厂家 2025-11-25
- 安徽可溶解型冷镶嵌树脂价格多少 2025-11-21
- 安徽亚克力粉冷镶嵌树脂生产厂家 2025-11-19
- 环氧树脂冷镶嵌树脂经济实用 2025-11-16
- 浙江冷埋树脂冷镶嵌树脂哪个牌子好 2025-11-15
- 四川可溶解型冷镶嵌树脂厂家批发 2025-11-15

- 四川冷镶嵌树脂品牌商家 2025-11-10
- 贵州高透明固化快冷镶嵌树脂什么材质 2025-11-08
- 辽宁冷镶嵌树脂生产企业 2025-11-06
- 云南高透明固化快冷镶嵌树脂哪个牌子好 2025-11-06
- 安徽亚克力粉冷镶嵌树脂价格多少 2025-11-05
- 浙江高透明固化快冷镶嵌树脂生产厂家 2025-11-04




- 陕西高级倒置金相显微镜性价比高 05-06
- 无锡布氏硬度计品牌好 05-06
- 上海自动转塔直读数显布氏硬度计品牌商家 05-06
- 电动洛氏硬度计经济实用 05-06
- 杭州显微硬度计性价比高 05-06
- 河南视频金相显微镜品牌好 05-06
- 安徽自动转塔直读数显布氏硬度计经济实惠 05-05
- 湖州光学金相显微镜价格多少 05-05
- 苏州小负荷布氏硬度计制造厂商 05-05
- 无锡自动转塔数显显微硬度计品牌排名 05-05