- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
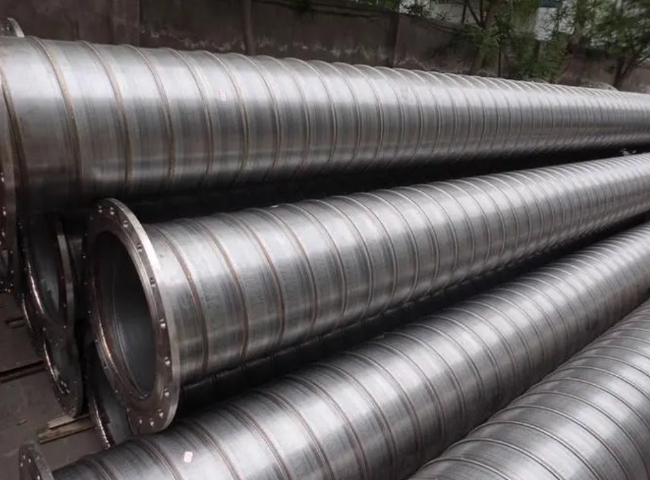
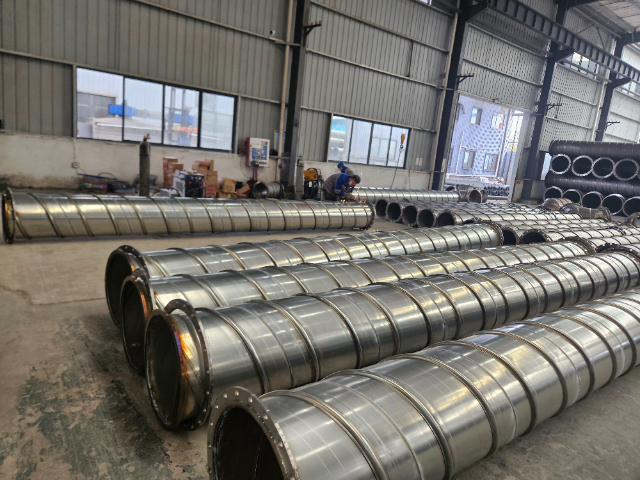
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。复合结构增强了钢管的抗压强度,镀锌处理则进一步提升了防腐效果。安顺优势镀锌螺旋焊接复合钢管安装规范
合家安矿用镀锌螺旋焊接复合钢管在维护方面表现出色,有效降低了矿山的运营成本。该管材的耐腐蚀性和耐磨性减少了因介质腐蚀和冲刷导致的管道损坏和维修频率。同时,其螺旋焊接结构使得管道在维修和更换时更加方便快捷。当局部管段出现问题时,只需对损坏部分进行切割和更换即可,无需整段更换,很大降低了维修成本和停机时间。此外,该管材还具有良好的密封性能,减少了因泄漏导致的物料损失和环境污染风险。这些优点共同为矿山企业节约了运营成本,提高了经济效益。毕节矿用镀锌螺旋焊接复合钢管现货镀锌螺旋焊接复合钢管在农业灌溉系统中也有许多应用。

镀锌螺旋焊接复合钢管在矿用领域的应用有着严格的技术要求和实际操作要点。在矿井排水系统中,钢管所承受的水压是一个关键因素。这就要求钢管不仅要有足够的壁厚,还需要良好的焊接质量。焊接时,要注意消除焊缝中的气孔、夹渣等缺陷,这些缺陷会削弱钢管的强度,增加漏水的风险。对于钢管的镀锌处理,要考虑矿井水中可能含有的化学物质对锌层的腐蚀作用。因此,在镀锌前,需要对钢管表面进行彻底的清洁和预处理,去除油污、锈迹等。同时,根据矿井水的成分,选择合适的镀锌工艺和镀锌层厚度。以某金属矿山为例,其深部开采区域的排水系统采用了镀锌螺旋焊接复合钢管。为了应对高达 5MPa 的水压,钢管的壁厚选择为 10 毫米,焊接采用多层多道焊,每道焊缝都进行了严格的无损检测。在镀锌方面,鉴于矿井水中含有较高浓度的硫酸盐,采用了耐腐蚀性更强的锌镍合金镀层,镀层厚度为 100 微米,确保了钢管在恶劣的排水环境中能够长期稳定运行。
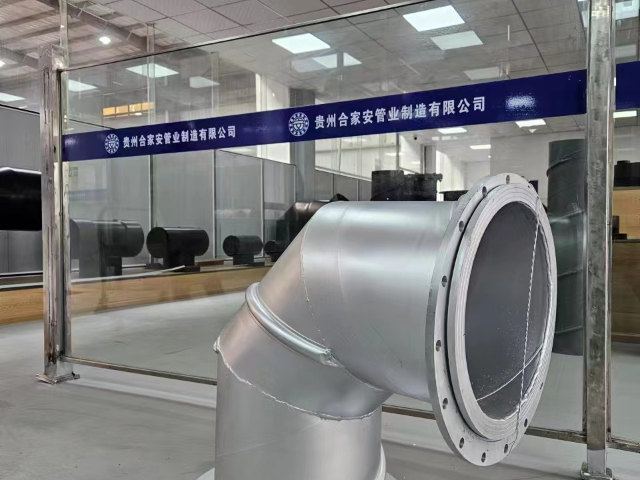
镀锌螺旋焊接复合钢管在矿山中的应用涉及到一系列复杂的技术考量。在矿井通风系统中,钢管的内径和粗糙度对通风阻力有着直接影响。较小的内径和较大的粗糙度会增加风阻,降低通风效率。因此,在制造钢管时,需要严格控制尺寸精度和内表面的光洁度。同时,为了保证通风系统的稳定性和可靠性,钢管的连接方式也至关重要。常见的连接方式有法兰连接和螺纹连接。法兰连接密封性好,但安装较为复杂;螺纹连接安装方便,但密封性能相对较弱。在实际应用中,需要根据具体情况选择合适的连接方式,并确保连接部位的紧固和密封。例如,在某大型煤矿的通风系统改造项目中,经过详细的计算和分析,选用了内径为 800 毫米、内表面粗糙度不大于 0.8 微米的镀锌螺旋焊接复合钢管。连接方式采用了法兰连接,法兰之间采用耐高温、耐腐蚀的密封垫片,确保了通风系统在长期运行中无泄漏,通风阻力始终保持在设计范围内,为矿井提供了充足的新鲜空气。镀锌层能够有效防止电化学腐蚀,保护钢管内部结构。

维护与保养建议:为了确保镀锌螺旋焊接复合钢管的长期稳定运行,合理的维护与保养至关重要。首先,应定期检查管道表面镀锌层的完整性,如有发现破损或脱落现象,应及时进行修复处理,以防腐蚀加剧。其次,注意保持管道周围的清洁与干燥,避免长期积水或潮湿环境对管道造成损害。此外,在管道使用过程中,应避免过度弯曲或撞击,以免损坏管道结构。对于长期未使用的管道,建议进行定期排污与冲洗,以防杂质沉积影响水质。通过科学的维护与保养措施,可以有效延长镀锌螺旋焊接复合钢管的使用寿命,降低维护成本。镀锌螺旋焊接复合钢管在海洋工程中,展现了出色的抗海水腐蚀能力。毕节矿用镀锌螺旋焊接复合钢管现货
螺旋焊接过程中,如何确保焊缝的质量达到标准?安顺优势镀锌螺旋焊接复合钢管安装规范
在矿场环境下,镀锌螺旋焊接复合钢管的性能和应用有着诸多技术细节。就钢管的材质而言,需要选用强度、韧性好的钢材,以适应矿山复杂的地质条件和机械冲击。例如,常用的 Q345 钢材具有良好的综合性能,但在一些特殊工况下,可能需要更较大强度的 Q420 或 Q460 钢材。在螺旋焊接过程中,焊接接头的形状和尺寸对钢管的承载能力有重要影响。合理的接头设计可以减少应力集中,提高钢管的疲劳寿命。此外,焊接后的热处理工艺也不容忽视,通过适当的退火或正火处理,可以消除焊接残余应力,改善钢管的力学性能。在某煤矿的综采工作面,用于液压支架的镀锌螺旋焊接复合钢管选用了 Q420 钢材,并对焊接接头进行了优化设计。焊接后进行了整体退火处理,有效地提高了钢管的强度和韧性。在长期的采煤作业中,这些钢管经受住了频繁的机械振动和高压液体的冲击,表现出了可靠的性能。安顺优势镀锌螺旋焊接复合钢管安装规范
- 毕节矿用镀锌螺旋焊接复合钢管价格表格 2024-10-28
- 黔东南矿用镀锌螺旋焊接复合钢管多少钱一米 2024-10-24
- 毕节矿用镀锌螺旋焊接复合钢管共同合作 2024-10-24
- 赤峰新型镀锌螺旋焊接复合钢管推荐厂家 2024-10-23
- 新型镀锌螺旋焊接复合钢管共同合作 2024-10-23
- 黔西南新型镀锌螺旋焊接复合钢管欢迎选购 2024-10-23
- 安顺煤矿镀锌螺旋焊接复合钢管共同合作 2024-10-23
- 安顺优势镀锌螺旋焊接复合钢管安装规范 2024-10-23
- 昭通优势镀锌螺旋焊接复合钢管联系人 2024-10-23
- 巴彦淖尔新型镀锌螺旋焊接复合钢管行情 2024-10-23
- 内蒙古新型镀锌螺旋焊接复合钢管售后服务 2024-10-23
- 遵义新型镀锌螺旋焊接复合钢管联系方式 2024-10-23