- 品牌
- 上海大众
- 型号
- 齐全
- 材质
- PE,LDPE,PVC,POF,PET,OPP,PP
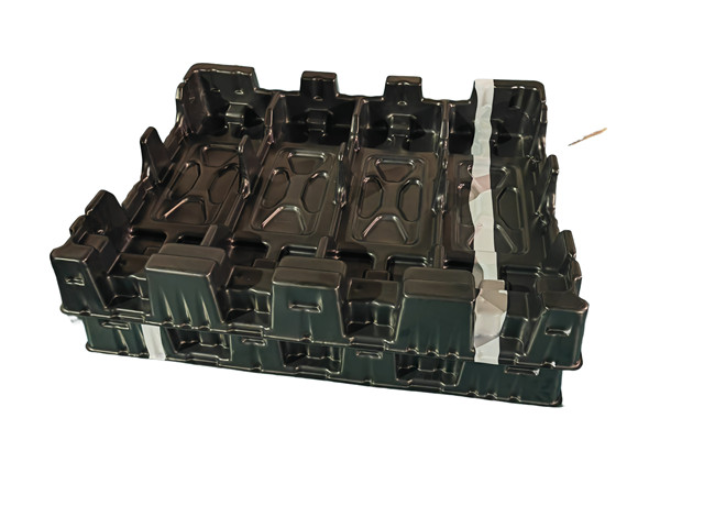
薄板吸塑跟厚板吸塑的原理,厚片吸塑机是以塑料板材为原料、通过真空吸塑成型工艺制取吸塑成型塑料件的关键工艺设备,它以热塑性塑料片材为原料,通过烘箱加热至软化温度,再通过塑料板材与吸塑成型模具之间的真空负压作用,使处于热塑性状态的塑料板材吸附在吸塑成型模具工作面上再冷却成型。厚板吸塑的制作流程,厚片吸塑与薄片吸塑原理类似,是将定位好的板材通过烘箱加热到软化状态,吸塑模具再与其周边形成密闭空间而将模腔内空气瞬间抽走,将板材紧紧贴覆在模具表面,冷却定型而取得制品的工艺过程。厚板吸塑的成型过程相对快速,能够满足大规模生产的需求。配件厚板吸塑托盘

厚片吸塑的主要注意事项:1、在吸塑过程中,如果达不到模具相同的形状,则被称为吸塑不到位。其中,不够真空负压和加热温度和时间不足是两个主要原因之一。2、脱模回弹现象指的是当模具退出或工件取出后,吸塑成型膜会发生回缩的现象。这种现象通常是由于加热时间不足,需要适当延长加热吸塑时间,提高加热温度或更换质量较好的胶水来解决。3、划痕通常指透明泡壳上有划痕痕迹,如果太大太深,则会导致泡壳成为次品,无法用于高级包装。无锡PET厚板吸塑托盘厚板吸塑适用于小批量、多样化生产,满足市场快速变化的需求。

三轴/五轴CNC切割,数控切割是厚片吸塑产品的必要工序,产品需要切割多余的边角料,也需要为塑料加工钻孔,以获得设计的形状,迪泰目前拥有28台数控切割机,其中15台是五轴机器,有能够进行360°旋转的机械手臂,是中国厚片吸塑领域数控数量较多的公司之一。在数控切割之前,我们的工程师会把3D图纸转换成适合数控切割的图纸,然后根据产品的形状制作相应的模具。那么如何保证能完美切割出来需要的形状呢?首先,我们的数控机床是三轴/五轴机械手,可以全方面360度加工,加工的速度极快。并会根据产品的形状做一个有小气孔的木质夹具。然后将磁铁嵌进夹具,磁铁的另一面放置在产品表面,使其与夹具紧密配合,木质夹具上的小真空孔也将抽出产品与夹具之间的空气,使产品与夹具之间处于真空状态。通过这两个步骤使我们的产品与夹具完全吻合,然后得到一个完美的产品。
厚板吸塑,是指所用的原材料厚度超过2mm,无法在全自动机器上吸塑成型,必须采用厚板材专门使用的半自动吸塑成型机加工生产的技术。厚片吸塑是一种常见的吸塑加工工艺,它通过加热和软化吸塑板,将塑料泡沫板吸附在模具上,然后冷却和固化,较终形成各种形状的成品。ABS吸塑板材,ABS吸塑板材是以丙烯腈-丁二烯-苯乙烯(ABS)共聚物为原料制成的板材。它结合了PS、PB、SAN的优点,具有较好的综合性能。优点:良好的韧性和硬度。耐磨、耐刮、耐冲击性强。稳定性好,不易变形。表面光滑,易于清洁。缺点:成本较高,不适合低成本项目。加工难度较大,需要专业技术。耐化学性相对较差。利用厚板吸塑,可实现产品表面的无缝拼接,美观且实用。
PC吸塑板材电绝缘性良好:PC板材具有良好的电绝缘性能,适用于电气设备的绝缘材料。环保无毒:PC板材不含有害物质,不会对环境造成污染,是一种绿色环保材料。缺点:耐化学性差:PC板材对某些化学物质如强酸、强碱等抵抗力较弱,可能需要特殊的涂层处理来提高其耐化学性。耐刮擦性一般:相对于其他塑料板材,PC板材的表面耐刮擦性不是特别强,容易留下划痕。成本较高:由于PC板材的生产工艺复杂,其成本相对于一些其他塑料板材来说较高。不耐磨:虽然PC板材耐冲击,但在摩擦方面的表现不如其他硬质塑料,表面易磨损。厚板吸塑技术有助于实现产品的快速迭代,适应市场变化。浙江单层厚板吸塑定制
设计师越来越多地采用厚板吸塑材料,为产品创造独特的外观。配件厚板吸塑托盘
厚板吸塑是指成型材料厚度大于2mm的成型工艺,主要包括医疗、广告、玩具汽车等领域的应用。厚板吸塑具有重量轻、防水、耐久、防火等优势,可塑性强,易于组装。加工技术包括进料、软化、反冲、吸塑、冷却和成型等循环过程。选择厚片吸塑机时需考虑机型、自动化程度、驱动方式等因素。厚片吸塑的主要注意事项包括吸塑不到位、脱模回弹现象、起皱问题、厚薄不均等常见问题,以及划痕、晶点、气泡、水波纹等次品问题。尽管存在一些挑战,但在技术不断进步以及行业对效率和创新的关注的推动下,汽车零部件制造中的厚板吸塑的未来看起来充满希望。配件厚板吸塑托盘


- 湖北厚板吸塑来图定制 2024-10-31
- PVC厚板吸塑厂家批发 2024-10-31
- 江西HIPS厚板吸塑价格 2024-10-31
- 湖北双层厚板吸塑供应 2024-10-31
- 上海单层厚板吸塑直销 2024-10-31
- 江苏汽车配件厚板吸塑批发 2024-10-31
- 江苏PET厚板吸塑定制 2024-10-31
- 安徽HIPS厚板吸塑生产 2024-10-31





