- 品牌
- 健坤
- 型号
- 可咨询
阴极保护配置:安装恒电位仪42台,打80m深井42口,安装组合阳极体160支,测试装置82套,均压线98处;埋设镁合金牺牲阳极210支;埋设保护效果检查片2套。阴极保护效果:该系统达到了SY/T0036—2000《埋地钢质管道强制电流阴极保护设计规定》的设计要求,保护电位在一0.85~一1.5V范围内,阳极地床接地电阻正常,恒电位仪输出稳定,工作正常。说明阴极保护的工作状况良好,能够减缓管道的腐蚀速度。阴极保护实施结论:通过对埋地金属管网的防腐蚀措施与强制电流阴极保护技术的综合应用,表明把埋地管网作为阴极进行保护是一种防止管道电化学腐蚀的行之有效的方法。其优点是:输出电压连续可自动调节,保持恒定保护电位;保护范围大,能够覆盖整个埋地管网;42个阴极保护系统平均分布在整个管网上,单个系统占地面积小,施工选址容易,适合对老厂区埋地管网追加阴极保护的情况。阴极保护与管道本身的防腐层互相补充,在安全性和经济性方面能够达到极优组合,是目前公认的极好防腐蚀方案。阴极保护产品电缆,就找四川健坤科技有限公司。四川铝热焊剂和焊模生产厂家

220kV某变电所接地网阴极保护方案介绍:注意事项:阳极采用卧式安装,安装方向与接地网方向水平。阳极体放入阳极坑后向坑内浇水,保证填包料充分吸收,以增加阳极体周围的横向导电性能,然后回填阳极坑。注意事项:回填时尽量不要夹杂石块等杂物,以避免杂物对电流产生屏蔽作用。测试桩根据接地网的分布情况来设置,每个测试桩处埋设一支参比电极,用来监测接地网的保护电位。注意事项:测试桩埋设时保证埋设深度一致,并保证测试桩垂直安装,地面以下部分采用相应措施进行加固。参比电极埋设之前,要在水中充分浸泡两小时以上,以使内部的硫酸铜达到饱和状态。参比电极埋设好后,将参比信号线引导测试桩参比信号端子,以便日常维护时使用。注意事项:参比电极安装位置尽量靠近接地网,以减小电压降的产生。四川铝热焊剂和焊模生产厂家四川阴极保护产品厂家,就找四川健坤科技有限公司。

镁合金阳极主要有高纯镁、Mg-Mn合金、Mg-Al-Zn-Mn合金三大系列。镁合金牺牲阳极适用于土壤、淡水及海水等介质。形状主要有:梯形、D形、球形、带状等。锌合金阳极:锌是一种普通的重金属,它的密度为7.14g/cm3。锌的标准电极电位为:-0.76V(SHE),高纯锌在海水中的稳定电位为-0.82V(SHE)。锌的电极电位与镁相比,负的还不够,相对于钢铁的保护电位只有0.25V的驱动电压。因此锌阳极在高电阻率的土壤或淡水中不太适用,通常多用于海水、某些化学介质和低电阻率的土壤或滩涂地。然而锌阳极的电流效率很高,在海水中可以达到95%。
接地装置防腐蚀维护档案;接地装置防腐蚀维护档案应包括如下内容;a)接地装置的设计、施工资料,包括竣工日期和竣工图纸;b)阴极保护产品的设计、施工资料和竣工图纸;c)常规检查和特殊检查的检查记录,检查记录应包括工程名称、检查方式、日期、环境条件、发现异常的部位和程度;d)各项检查所提出的建议、结论和处理意见;e)阴极保护系统修复的设计和施工方案;f)阴极保护系统修复的详细施工记录、检测记录和验收结论。5.牺牲阳极阴极保护系统设备零、部件清单;包括名称、图号、规格、材质等;购买阴极保护产品,就找四川健坤科技有限公司。

埋地管网阴极保护-保护方法:外加电流阴极保护:主要材料:恒电位仪、高硅铸铁、埋地长效硫酸铜参比电极:中国石油天然气股份有限公司大庆石化分公司炼油厂的埋地水管网始建于上世纪6O年代初,目前已有近90%的埋地钢质管道的使用年限接近或超过了管道防护层的使用寿命,管道腐蚀泄漏时有发生。由于厂区埋地水管网分布广、管线错综复杂,为此采取了以外加电流阴极保护为主、镁合金牺牲阳极为辅的保护措施。共安装恒电位仪42台,采用80nl深的深井阳极地床,每井安装4组、每组含3支质量分数为50mg的高硅铸铁阳极。阴极保护于2006年10月完工,经测试,管网保护电位在一0.85~一1.50V,工作正常。采取阴极保护措施后,使管网腐蚀泄漏次数由87次/年降为45次/年。阴极保护产品用量,就找四川健坤科技有限公司。四川铝热焊剂和焊模生产厂家
四川健坤科技有限公司生产阴极保护产品符合SYT 0036-2016_埋地钢质管道强制电流阴极保护设计规范。四川铝热焊剂和焊模生产厂家
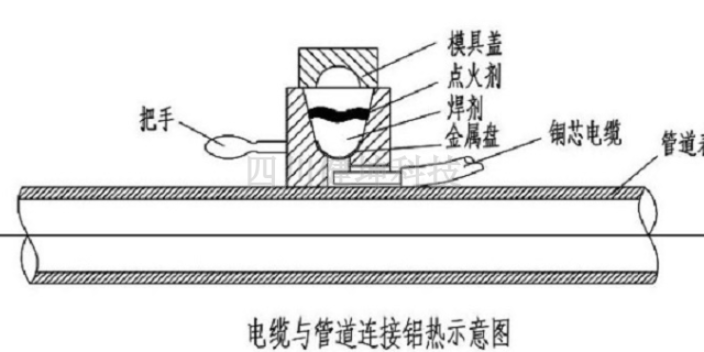
阴极保护产品施工:铝热焊接工艺操作说明;操作步骤;第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干。第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔。第四步:剪开塑料袋,将焊剂倒入模腔。第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理干净模具内的残渣,以备下次使用。四川铝热焊剂和焊模生产厂家

- 四川锌镁合金防腐接地线生产厂家 2024-10-21
- 四川铝热焊剂和焊模生产厂家 2024-10-09
- 宁夏锌包钢接地圆线厂家批发价 2024-10-09
- 用于阴极保护 2024-10-07
- 成都工厂阴极保护批发 2024-10-07
- 德阳镁合金阳极组件电话多少 2024-10-07