- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
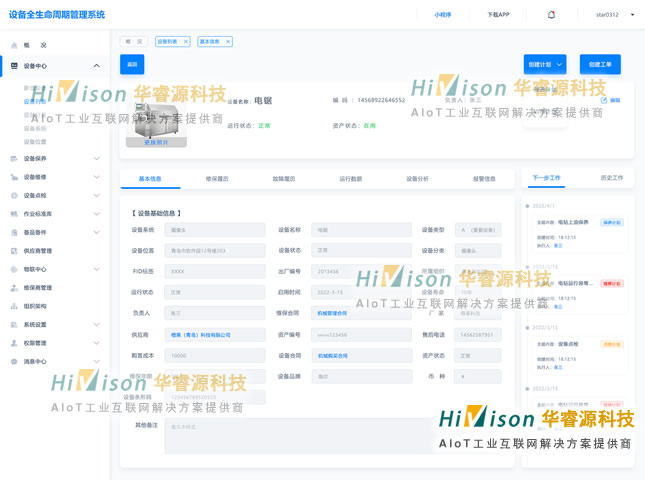
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
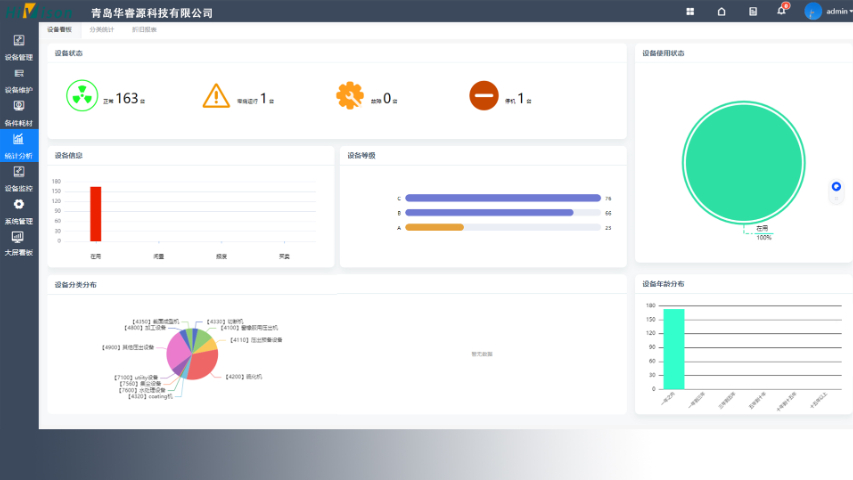
设备管理系统的持续优化:追求***的设备管理效能。设备管理系统的持续优化是企业实现***设备管理效能的关键。随着技术的不断进步和市场需求的变化,企业需要定期评估设备管理系统的性能与功能,并根据实际情况进行升级与改造。通过引入更先进的传感器技术、大数据分析算法和人工智能技术,企业可以进一步提升设备管理系统的智能化水平,实现对设备运行的更精细化管理与控制。此外,企业还应加强设备管理人才的培养与引进,确保系统能够充分发挥其效能,为企业创造更大的价值。设备管理系统能够实时共享数据,实现跨部门、跨系统的协同工作,促进企业内部资源的优化配置。湖北物联网设备管理系统
使用智能技术来降低能源消耗对于制造业来说并不新鲜,但在现场实施这些技术的挑战长期以来一直是采用的障碍,工业:技术支持:物联网技术通过连接物理设备、传感器和互联网技术,实现智能化和自动化的网络,这为可持续发展提供了强有力的技术支持。通过物联网技术,能源管理变得更加智能,能够实时监测能源消耗情况及设备运行状态,从而及时发现能源浪费和设备故障,并采取相应的调整和维修措施,实现能源的**利用。物联网在交通运输领域的应用有助于降低碳排放,通过智能交通管控,优化路况,减少拥堵,降低车辆的油耗和碳排放。在农业领域,物联网技术帮助农民实现精细浇灌和施肥,提高农作物的生产效率,减少化肥和农*的使用量,促进农业的可持续发展。数据利用:在制造领域,使用智能制造流程可以实现净零排放所需的16%的碳减排,这相当于14亿吨二氧化碳,或。每个制造厂每天都会产生大量的数据,这些数据是制造商减少碳排放的重要资产。通过物联网技术获取的数据,制造商可以深入了解设施的能源消耗情况,识别痛点,从而做出小的调整来减少碳排放。商机创造:物联网的广泛应用也为可持续发展带来了商机。随着物联网技术的不断发展。青岛工程机械设备管理系统为了确保设备的稳定运行,提高设备的维护效率,许多企业开始采用设备管理系统进行设备的集中管理和监控。

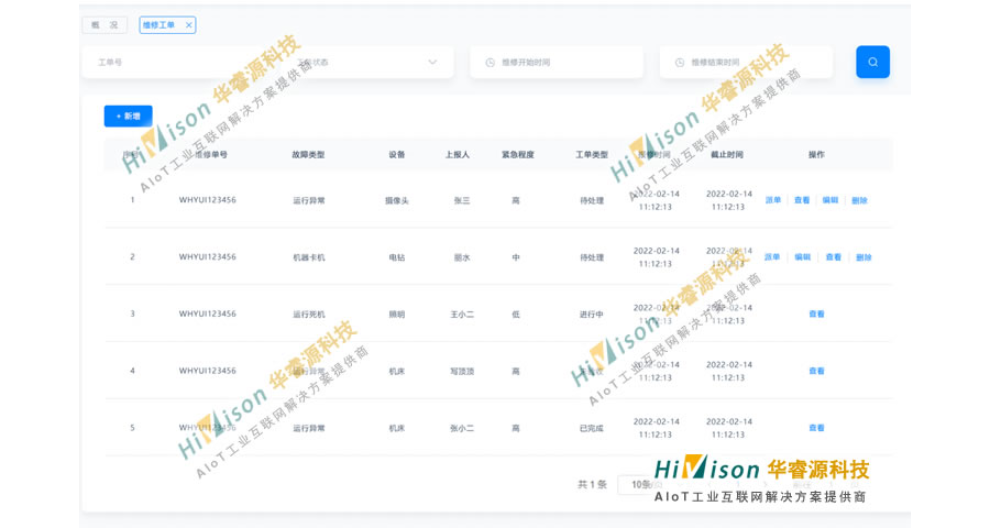
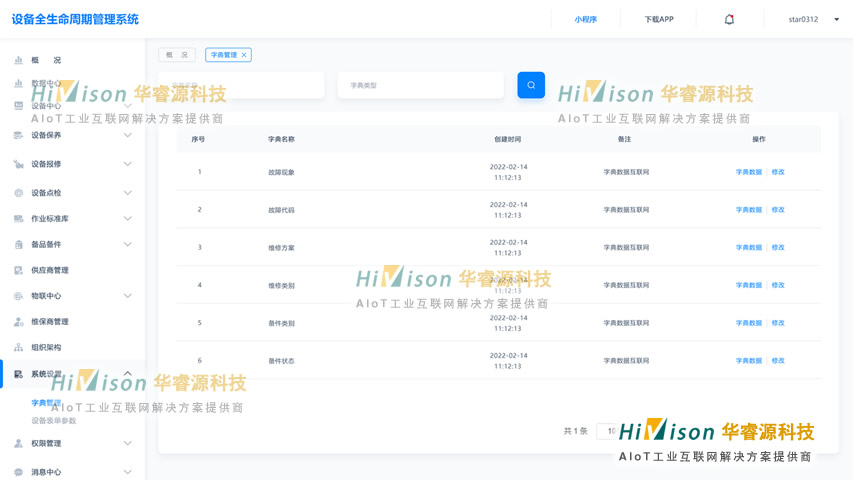
4.标准化与规范化技术特点:标准化管理:系统遵循国际和国内相关标准,实现了设备管理的标准化和规范化,提高了设备管理的专业性和科学性。流程化管理:系统通过流程化管理的方式,将设备的日常维护、检修、大修等各个环节纳入统一管理范畴,实现了设备维护的全流程、动态追踪的信息化管理。5.安全性与稳定性技术特点:数据安全:系统采用先进的数据加密技术和访问控制机制,确保设备数据的安全性和隐私性。系统稳定:系统经过严格的测试和验证,具备高度的稳定性和可靠性,能够长时间稳定运行,为企业设备管理提供有力保障。
设备全生命周期管理系统在设备调拨方面具备高度的灵活性。企业可以根据实际需要,灵活调整设备的使用地点,实现设备资源的优化配置。这种灵活性有助于提高设备资源的利用效率,降低设备的闲置和浪费。系统支持多种调拨方式,包括企业内部调拨、企业间调拨等,以满足不同企业的需求。同时,系统还可以根据设备的性能、使用状况和维修历史等因素,智能推荐调拨方案,为企业提供更加科学合理的设备资源配置方案。在调拨过程中,系统会自动管理调拨流程,确保调拨的高效性和透明性。企业可以实时监控调拨进度,了解设备的实际情况和位置,确保调拨过程的顺利进行。此外,系统还可以自动记录设备的调拨历史和使用情况,方便企业进行后续的管理和维护。通过设备全生命周期管理系统的灵活性支持,企业可以更好地应对市场变化和业务需求的变化,提高设备资源的利用效率和企业的运营效率。同时,系统的自动化和智能化管理也可以降低企业的管理成本和人力成本,提高企业的竞争力和盈利能力。设备管理减少了不必要的维修和更换成本,延长了设备使用寿命。

建立设备台账表格:根据企业实际情况,设计适合的设备台账表格,记录设备的各项信息。定期更新台账:安排专人负责设备台账的更新和维护,确保台账信息的实时性和准确性。定期检查和盘点:定期对设备台账进行检查和盘点,确保台账与实际情况相符。加强数据保护:确保设备台账数据的保密性和安全性,防止数据泄露和损坏。通过建立和管理设备台账,企业可以更好地了解设备的状况和使用情况,及时发现和解决设备问题,提高设备的利用率和管理水平,降低企业的运营成本。同时,设备台账还可以为企业决策提供数据支持,帮助企业实现资产管理的科学化和规范化。随着技术的不断进步和应用场景的拓展,设备管理系统将继续发挥其独特优势,为企业创造更大的价值。工厂设备管理系统结构设计
系统采用全开放式的架构,可以与企业已有的OA系统、财务系统、ERP、MES等系统进行链接,实现数据互通。湖北物联网设备管理系统
各行各业都在探索如何将物联网应用于产品和服务中,以满足社会的可持续发展需求。例如,在城市建设方面,物联网技术可以帮助提升城市的智能化水平,改善交通、能源、环境等方面的管理与运行,从而提高城市管理的效率和可持续发展水平。使用物联网获取数据每个制造厂每天都会产生大量的数据。毫无疑问,数据是制造商努力减少碳排放的有价值的资产。然而,许多制造商并没有充分利用这一资产。如果没有全设施的数据来证明,有多少能源被使用以及在哪里使用,制造商如何开始他们的节能之旅?一个常见的误解是所有设备都必须智能才能成功生成数据。实际上,即使使用数十年历史的旧机器运行的设施也有可能从其生产线中提取数据;业内人士都知道,这些工厂远比2011年汉诺威设想的未来智能工厂更为普遍。这可能需要传感器和智能软件的结合,这取决于设备的年龄和原始设备制造商(OEM)以及所使用的通信协议等因素,但这是可能的。深入了解设施的能源消耗是识别痛点的关键。人们可能会发现,对生产的几个部分进行小的调整可以减少碳排放。然而,个别设备也有可能提供大的改进空间。从这些领域获取数据对于减少单个机器的能源使用至关重要,并且有多种技术可以使制造商做到这一点。湖北物联网设备管理系统
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。维修工单自动关联备件库存,库存不...
- 青岛港口设备管理系统 2026-03-22
- 青岛加工设备管理系统供应商 2026-03-21
- 江苏设备管理系统价格 2026-03-21
- 设备管理系统设计 2026-03-21
- 陕西实验设备管理系统 2026-03-20
- 青岛设备管理系统 app 2026-03-20
- 四川小型设备管理系统价格 2026-03-20
- 加工设备管理系统联系人 2026-03-19
- 青岛通用设备管理系统的设计 2026-03-19
- 四川自动设备管理系统开发 2026-03-19
- 西藏设备管理系统开发 2026-03-16
- 广东设备管理系统 2026-03-06
- 黑龙江设备管理系统 2026-03-06
- 青岛制造设备管理系统功能有哪些 2026-03-06
- 四川小型设备管理系统开发 2026-03-05
- 广西机械设备管理系统 2026-03-05


- 陕西实验设备管理系统 03-20
- 青岛设备管理系统 app 03-20
- 四川小型设备管理系统价格 03-20
- 加工设备管理系统联系人 03-19
- 青岛通用设备管理系统的设计 03-19
- 四川自动设备管理系统开发 03-19
- 四川加工设备管理系统软件 03-18
- 加工设备管理系统联系方式 03-17
- 河南物联网设备管理系统 03-17
- 工厂设备管理系统大概费用 03-17