- 品牌
- 景琦
- 型号
- 压力容器
注意事项1.压力容器受平稳操作。压力容器开始加压时,速度不宜过快,要防止压力的突然上升。高温容器或工作温度低于0℃的容器,加热或冷却都应缓慢进行,尽量避免操作中压力的频繁和大幅度波动。避免运行中容器温度的突然变化。2.压力容器严禁超温、超压下运行。工作中液化瓶严禁超量装载,并防止意外受热。随时检查安全附件的运行情况,保证其灵敏可靠。3.严禁带压拆卸压紧螺栓。4.坚持压力容器运行期间的巡回检查及时发现操作中或设备上出现的不正常状态,并采取相应的措施进行调整以消除这种不正常状态。检查内容应包括工艺条件、设备状况及安全装置等方面。5.正确处理紧急情况。压力容器可以用于储存气体或液体的加压和减压。宝山区工程压力容器批量定制
许多高温压力容器内部有一层珍珠岩等保温材料,以使压力容器壳体的温度低于材料的允许使用温度,如果内部保温层出现裂纹或部分脱落,则会使压力容器壳体超温运行而导致热损伤。采用常规红外熟成像技术可以很容易发现压力容器壳体的局部超温现象。压力容器上的高应力集中部位在经大量疲劳载荷后,如出现早期疲劳损伤,会出现热斑迹图象。压力容器壳体上疲劳热斑迹的红外热成像检测可以及早发现压力容器壳体上存在的薄弱部位,为以后的重点检测提供依据。
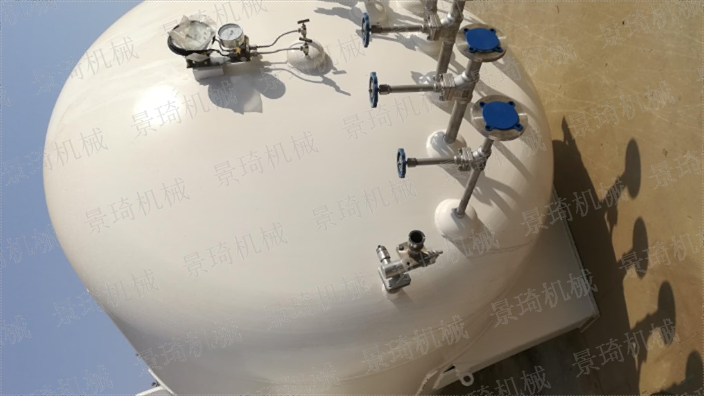
松江区工业压力容器生产厂家压力容器的用途极为,它在工业、民用等许多部门以及科学研究的许多领域都具有重要的地位和作用。

根据国家标准GB150-2011的要求,压力容器设计制造时必须保证安全可靠,能够承受正常工作压力和短时间内发生的较大内压冲击。同时,压力容器必须进行严格的制造和质量把关,进行水压试验和气密性测试,确保其安全性能符合标准要求。压力容器在使用前必须经过合格的检测,才可以投入使用。对于高等级的压力容器,还需要进行定期的安全检测和得到相关部门的认证。指安装在固定位置使用的压力容器。对于为了某一特定用途、*在装置或者场区内部搬动、使用的压力容器,以及可移动式空气压缩机的储气罐等按照固定式压力容器进行监督管理;过程装置中作为工艺设备的按压力容器设计制造的余热锅炉依据本规程进行监督管理。固定式压力容器的设计单位应具备压力容器设计资质许可证,生产单位应具备压力容器生产制造资质许可证,使用单位应使用前办理特种设备使用登记。
压力容器制造过程中的无损检测
压力容器制造过程中的无损检测主要是控制容器焊接质量。
(一)射线检测射线检测方法适用于压力容器壳体或接管对接焊缝内部缺陷的检测,一般x射线探伤机适于检测的钢厚度小于等于80mm,lr-192检测厚度范围为20~100mm,co-60检测厚度为40~200mm。
(二)表面检测磁粉或渗透方法通常用于压力容器制造时钢板坡口、角焊缝和对接焊缝的表面检测,也用于大型锻件等机加工后的表面检测。
(三)超声波检测超声检测法适用于厚度大于6mm的压力容器壳体或大口径接管与壳体的对接焊缝内部缺陷的检测。 压力容器可以用于储存气体或液体的浓缩和稀释。

补强圈通常是指在压力容器売体开孔的周围位置上,所附加焊接的一圈金属环板。补强圈属于受压元件,一般需用与壳体相同材质的选材。根据贴合位置划分为内侧贴补强、外侧贴补强以及双面贴补强三种形式。压力容器的补强圈补强,俗称“贴板补强”,其优点为:1、结构简单,便于制造;2、使用***,实践经验丰富,应用普遍。缺点是:1、与壳体金属间不能完全贴合,热量传递效果差,在温度较高场合使用时,会产生较大的温差应力;2、与壳体的连接形式为搭接,抗疲劳性能差。3、这种补强结构一般使用在非疲劳载荷、常温、中低压、材料的标准抗拉强度下限值大于540Mpa、补强圈厚度不大于1.5倍开孔处名义厚度、壳体厚度不大于38mm、承装介质为非极度、高度危害的场合。压力容器通常由强度材料制成,以承受内部压力。浙江现代化压力容器厂家批发价
压力容器可以用于储存气体或液体的混合和分离。宝山区工程压力容器批量定制
各种无损检测方法都具有一定的特点和局限性,,《承压设备无损检测》对无损检测方法的应用提出了一些原则性要求。应在遵循承压设备安全技术法规和相关产品标准及有关技术文件和图样规定的基础上,根据承压设备结构、材质、制造方法、介质、使用条件和失效模式,选择**合适的无损检测方法。射线和超声检测适用于检测承压设备的内部缺陷;磁粉检测适用于检测铁磁性材料制承压设备表面和近表面缺陷;渗诱检侧适用于检测非多孔性金属材料和非金属材料制承压设备表面开口缺陷;涡流检测适用于检测导电金属材料制承压设备表面和近表面缺陷。宝山区工程压力容器批量定制
- 嘉定区压力容器价钱 2024-08-10
- 江西现代化压力容器技术优势 2024-08-10
- 宝山区工程压力容器批量定制 2024-08-10
- 鹰潭现代化压力容器技术优势 2024-08-10
- 静安区工程压力容器大概多少钱 2024-08-10
- 奉贤区工业压力容器包含什么 2024-08-10
- 黄浦区工业压力容器要多少钱 2024-08-10
- 九江工业压力容器联系方式 2024-08-10
- 普陀区工程压力容器售价 2024-08-10
- 吉安现代化压力容器 2024-08-10
- 新余工业压力容器 2024-08-10
- 九江工程压力容器价钱 2024-08-10



