弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。汽车管路、工程机械等液压装备业.宝山区焊接冲压铸造弯头加工生产工艺
1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。宝山区焊接冲压铸造弯头加工生产工艺自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。

众所周知,制作弯管的重要道具弯管模具是重要组成部分,因其不同的形状和形态而压制出不同型号和质量的弯管。为节约成本,通过不同的切割工艺,改造出更实用的弯管模具。在弯管模具改造时,企业也要注意其本身的特点。弯管模具夹紧部分不能过短,否则容易造成钢管变形,可保证在20mm左右。在模具管材较软较薄的部位,必须夹紧部分应穿心轴防止变形。对于夹模与轮模是同时旋转弯管的,夹紧力不需要太大。同时夹模的夹紧力可根据管子直径、管壁厚度适当调整。用v形夹模夹紧时,夹模与轮模有时有间隙,间隙的大小与管子直径大小有关,当管子直径为φ10mm时,间隙小。随着管子直径的增加间隙逐渐增大,但不影响装夹与加工。如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁。
四、钛的表面改性1.氮化:采用等离子体渗氮、多弧离子镀、离子注入和激光氮化的等化学热处理技术,在钛义齿表面形成金黄色TiN渗镀层,从而提高钛的耐磨性、耐腐蚀性和耐疲劳性。但技术复杂,设备昂贵,用于钛义齿的表面改性很难达到临床实用化。2.阳极氧化:钛的阳极氧化技术较为容易,在一些氧化性介质中,外加电压的作用下,钛阳极可形成较厚的氧化膜,从而提高其耐腐蚀性和耐磨性和耐候性。阳极氧化的电解液一般采用H2SO4、H3PO4和有机酸水溶液。3.大气氧化:钛在高温大气中可形成较厚坚固的无水氧化膜,对钛的全腐蚀、间隙腐蚀都有效,方法比较简便。五、着色为了增加钛义齿的美感、防止钛义齿在自然条件下的继续氧化的变色,可采用表面氮化处理、大气氧化和阳极氧化法表面着色处理,使表面形成淡黄色或金黄色,提高钛义齿的美感。阳极氧化法利用钛的氧化膜对光的干涉作用,自然发色,可通过改变槽电压在钛表面形成多彩的颜色。六、其他表面处理1:表面粗化:为了提高钛与饰面树脂的粘结性能,必须对钛表面进行粗化处理,提高其粘结面积。临床上常采用喷砂粗化处理,但喷砂会造成钛表面的氧化铝的污染,我们采用草酸刻蚀的方法,得到良好的粗化效果。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材.

纯弯曲时,管子在外力距M功效下那里边性层外侧臂壁受拉应力功效而减薄,内侧受压应力。功效剖明,弯后1150℃固溶措置工艺会导致奥氏体晶粒粗年夜以及晶粒度的极端不平均。针对淬透深度不足的现象上海迪艺弯管采用两种解决方法:一是采用冷却剂方法,目前常见的是冷却水中添加一定量的盐(质量分数5%-10%)。U型弯管在化肥高压管道上应用也很多,在热管上有时为满足柔性要求也需要大R弯管。由于弯管时受力情况非常复杂,,计算时需作假设和简化,且材料性质和实际工况难以预计,。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的。检查各变送器(含差压、压力及温度变送器)的配管、安装及接线是否正确。压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于。冷弯的钢质管道为,中低压为4D、高压为5D。宝山区焊接冲压铸造弯头加工生产工艺
上海弯管拉弯 旋转楼梯 停车架 热弯产品 不锈钢加工.宝山区焊接冲压铸造弯头加工生产工艺
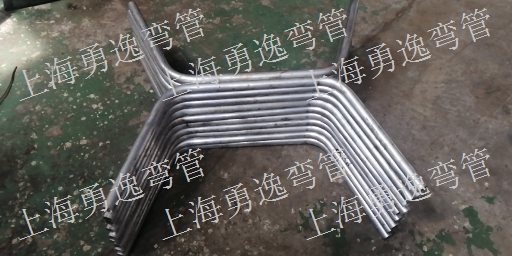
上海勇逸弯管有限公司是专业从事型材拉弯、中频热弯、抽芯弯管等工艺的研究,各种金属型材弯曲产品生产的专业化中型企业。目前公司在上海(浦东,宝山,奉贤)、安徽、山东直接投资设厂及设办事处,专业承接各种型材弯曲,来料加工及定单加工,量大时,在全国范围内可流动作业,目前可加工型材截面6MM-2000MM,公司拥有比较大管径2米的大型遥控顶弯机两台2台,其比较大推力在2000T、1500T,大型液压拉弯机8台(比较大加工截面600mm),拥有630kw、200kw中频热弯机,能热弯φ1米以下的大圆管,价值100万的89型全自动弯管机器1台。带芯棒式搂控弯管机7台,管端成型机2台,三辊型材卷弯机2台,七辊型材卷弯机1台,金属管材圆锯机2台,80型自动缩管机1台,具备业内加工面各种的多种弯圆设备,弯管产品分布于造船,汽车,锅炉,石油化工,家具,机械制造,装潢,金属结构,幕墙装饰等行业。宝山区焊接冲压铸造弯头加工生产工艺