- 品牌
- 健坤
- 型号
- 可咨询
管道防腐蚀措施:对于解决旧埋地管道的腐蚀问题,将管道挖出重新进行完整的涂层保护是不现实的,这既要耗费大量资金又不能根本地解决问题。炼油厂现有运行的管道属于埋地管道,要想控制管道的腐蚀现有的方法只能进行阴极保护控制。所谓阴极保护技术就是向被保护的钢管通以足够的直流电流(阴极电流),对钢质管道外表面进行阴极极化,降低钢质管道在土壤中的腐蚀电位,使腐蚀电流减小甚至趋于零,进而达到彻底阻止管道腐蚀的目的。这是一项成熟的技术,采用涂层和阴极保护联合防腐蚀手段,可延长地下管道的使用寿命一倍至几倍。实施阴极保护的费用只占埋地管线造价的l%~3%,而管线的使用寿命却可以成倍地延长,因此这项技术正被越来越多的人所认识,并得到越来越较多的应用。哪家公司的阴极保护产品比较好?就找四川健坤科技有限公司。泸州铝热焊剂和焊模厂家批发价

阴极保护产品施工:阳极的埋设及深度镁合金阳极在相应位置的阳极地床中埋设,阳极及电缆线埋设深度一般距地面不小于0.7米,但必须在冻土层以下位置。七、牺牲阳极(地床)位置分布及与接地扁钢的连接方式;牺牲阳极位置分布及连接方式,应严格按照设计进行,一般遵循以下原则:1、直接连接①当设计每组为一套阳极时候,建议相邻的两组阳极沿接地扁钢两边交替埋设,距离接地扁钢1~3米为宜,特殊情况下小不小于于0.5米。②当某些地段两套阳极之间距离较近时,每套阳极间隔2~3米为宜。泸州铝热焊剂和焊模厂家批发价四川健坤科技有限公司是一家阴极保护产品专业生产厂家。

阴极保护实施方案:由于厂区埋地水管道分布面积较大,方圆约20km2,并且错综复杂,管径为1020—100mm。另外,厂区属于防爆区在技术上实施阴极保护要求是比较高的。通过设计核算,在上述埋地水管网平均分布了42处阴极保护点,各点自成体系又相互联系,确保能够覆盖整个埋地管网。3.1阴极保护方法分类根据直流电流的来源不同,阴极保护技术分为牺牲阳极和外加电流两种保护法。两种方法由于供电来源和系统组成存在差异,各有其特点。3.2设计思路:埋地管道的防腐蚀保护方法的选择既要考虑技术的先进、可靠性,又要考虑经济的合理性,并考虑沿线土壤的腐蚀性、管道材质、管道布局等。所以在进行防腐蚀设计前,必须对现场环境因素进行调查,以确定埋地管道防腐蚀设计方案。
阴极保护产品施工:间接连接;需要通过测试装置间接与接地扁钢连接时,牺牲阳极位置不变,阳极电缆线A连接到测试桩里的接线板上,用另外单独一根电缆线B(规格一般与阳极线相同)一端与接地扁钢连接,另一端也接到测试桩接线板中,在绝缘板上通过连接片与阳极电线导通。八、阳极与接地扁钢焊接;阳极电缆与接地扁钢焊接方法:使用铝热焊技术进行,具体方法详见《铝热焊接工艺操作说明书》;所有电缆与接地扁钢的焊接,电缆线应预留足够的长度,做蛇形布置,以避免回填时阳极电缆被回填土压断,甚至造成焊点脱落。四川健坤科技有限公司为您提供阴极保护产品相关产品。

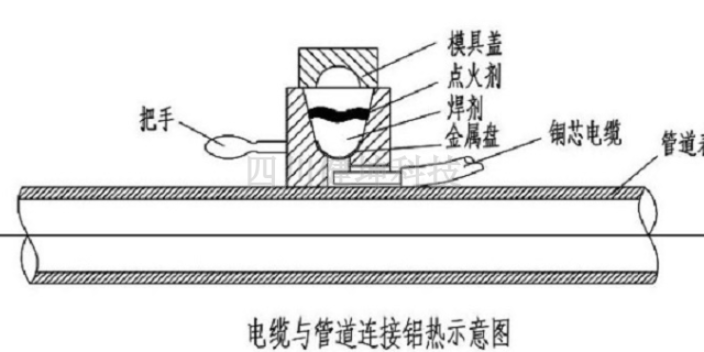
操作步骤:第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干;第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔;第四步:剪开塑料袋,将焊剂倒入模腔。;第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理模具内的残渣,以备下次使用。阴极保护产品电缆,就找四川健坤科技有限公司。云南硫酸铜参比电极厂家供应
阴极保护产品放热焊接材料,就找四川健坤科技有限公司。泸州铝热焊剂和焊模厂家批发价
接地网牺牲阳极阴极保护设计要点:1、接地网所在地土壤电阻率的测定:测定不同时间和气候条件下的土壤电阻率,可得到电阻率的变化范围。2、根据土壤电阻率,决定选用牺牲阳极的类型:土壤电阻率大于158欧米(或208欧米)时,选用锌阳极,土壤电阻率小于1008欧米时,选用镁阳极,土壤电阻率大于1008欧米时,除特殊情况采用带状镁阳极外,一般不采用牺牲阳极(即采用外加电流)3、确定接地网小保护电流密度(mA/m2),接地网小保护电流密度应由土壤腐蚀性(土壤电阻率、氧化还原电位)确定,一般在10~50mA/m2。4、根据接地网所用碳钢的外形尺寸和总长计算受保护的总面积,按选定的保护电流密度计算所需的阴极保护总电流。5、确定接地网阴极保护电位:地网的阴极电位至少为-850mv,或者使接地网的自然腐蚀电位负于250-300mv,对于牺牲阳极式阴极保护,在保证达到小保护电流密度前提下,不需考虑过保护问题。6、计算阳极接地电阻与输出电流,按阴极保护设计年限计算所需的阳极重量,再根据单个阳极重量计算出需布置得阳极个数。7、选择牺牲阳极填包料,确定阳极埋设方式(立式或卧式)。泸州铝热焊剂和焊模厂家批发价

- 新能源阴极保护厂家 2024-10-25
- 铁路阴极保护生产厂家 2024-10-23
- 地铁阴极保护市场价 2024-10-23
- 地铁阴极保护哪里买 2024-10-22
- 四川锌镁合金防腐接地线生产厂家 2024-10-21
- 四川铝热焊剂和焊模生产厂家 2024-10-09
- 宁夏锌包钢接地圆线厂家批发价 2024-10-09
- 用于阴极保护 2024-10-07