
- 品牌
- TOYO
- 型号
- 齐全
- 输入方式
- 触摸屏输入
- 产品认证
- ISO9001,质量保障
- 外形尺寸
- 齐全
TOYO模组主要类型(GTH系列、ETH系列、GTY系列、Y系列)1、螺杆驱动模组可轻易达到高精度使用需求,并稳定运转,确保螺杆、滑轨的使用寿命及组装品质。2、重复定位精度可高达±0.04mm/±0.005mm3、小荷重5kg到大荷重150kg。4、都可轻松对应使用需求,在自动化市场的领域中都看得到,使用范围及用途可说相当。TOYO东佑达皮带系列模组(ETB系列、M系列)1、皮带驱动模组,可轻易达到长行程使用条件,实现大动作范围的应用。2、採用铝挤型结构,内由滑轨、皮带及皮带轮设计组立,为您节省组装阶段的成本与时间。3、最大行程可达5000mm。4、并可达5000mm/s的线速度,提高机台的生产效率。如果受力一般,行程较长,对精度要求不高的客户,可以选择TOYO皮带直线模组。智能TOYO东佑达机械手价格
TOYO
直线模组的选型可参照下面的步骤:1.确定直线模组滑台的使用环境:根据使用环境判定为一般环境,洁净环境,恶劣环境?2.确定直线模组滑台安装方向。确定模组滑台为水平安装,臂挂安装或垂直安装。3.确定直线模组滑台搬运的负载。4.核算直线模组滑台运行的速度和加速度。5.直线模组滑台的容许力矩校核:计算静止(匀速)状态下和加减速状态下的各向力矩值:Ma,Mb,Mc。6.直线模组滑台的精度等级要求:明确需要的重复定位精度,行走平行度要求等。7.确定马达安装样式:常用的直线模组滑台安装方式有直连型,马达左侧安装,马达右侧安装,马达底侧安装等8.直线模组滑台行程限位开关方式。9.确定直线模组滑台的电机规格和功率。直线模组滑台的性能指标可以从以下方面进行衡量。直线模组滑台的精度特性:包含重复定位精度、定位精度、行走平行度、行走直线度、背隙等。直线模组滑台的运动特性:可搬运重量、抗力矩能力、运行速度、加速度、运行噪音等。TOYO电动滑台供应TOYO模组产品分有很多种类型,每款产品的功能及特色都各不相同。
GTHSeries螺杆样式轨道內嵌GTH|GTH5|GTH8|GTH12|GTH5S|GTH8S|全系列产品螺杆等级代号:L/C螺杆等级:C7转造/C5研磨位置重覆精度:±0.005(mm)/±0.003(mm)标准行程:50-1050/50-300(mm)(50间隔)==================================螺杆导程:2/5/10/20(mm)螺杆导程:2/6/12(mm)最高速度:100/300/600(mm/s)可搬重量水平使用:25/20/12(kg)可搬重量垂直使用:8/5/2(kg)定格推力:424/141/71(N)标准行程:50-800/50(mm)*行程超过550时,会产生螺杆偏摆*此时请将速度调低。*电机加減速设订0.2秒。
模组具体的作用是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。已用于各种各样的精密仪器、机械设备。只要包括加工机械设备、自动机械化、精密工具、半导体机械、机器人、运输器械等等。TOYO模组产品分有很多种类型,每款产品的功能及特色都各不相同,TOYO模组常见有丝杆型模组和同步带模组,丝杆模组又可分为开放式和无尘式,同步带模组同样可分为开放式和无尘式。开放式同步带TOYO模组,这种模组可完成长距离的传动及运送且有同步带替代滚珠丝杆,这种型的TOYO模组常常运用在主动焊接节割及点胶、转移、上下料等设备上操作。开放式丝杆TOYO模组常用于3C、锂电行业。

TOYO东佑达公司于2000年在中国台湾成立,并先后在深圳、苏州成立分公司,至今17年的经营时间里,滑台销售数量累计超过30万台,成为滑台品牌中当之无愧的**者。根据曾坤成介绍,TOYO东佑达成功的经验无外乎以下四点。首先,产品层次差异化,给客户更多选择。随着自动化市场的发展日新月异,机器人的适用范围也越来越广,数据显示,2017年工业机器人应用范围持续增加,已服务于国民经济37个行业大类,102个行业中类。在自动化市场红利背景下,TOYO东佑达为客户提供各种不同层次的滑台产品,满足中低端和中**市场各种不同需求。曾坤成表示,TOYO东佑达一方面可以为客户提供标准的滑台产品(如ETH系列),另一方面新产品GTH内嵌式导轨滑台不仅价格亲民,而且层次更加多样化,此外,TOYO东佑达还可以开发特殊产品,提供客制化的渠道,让设计更贴近于需求。TOYO自成立到现在,已走过风风雨雨的22年,经历过无数的风浪和挫折,机遇和挑战。工业TOYO东佑达螺杆滑台总代理
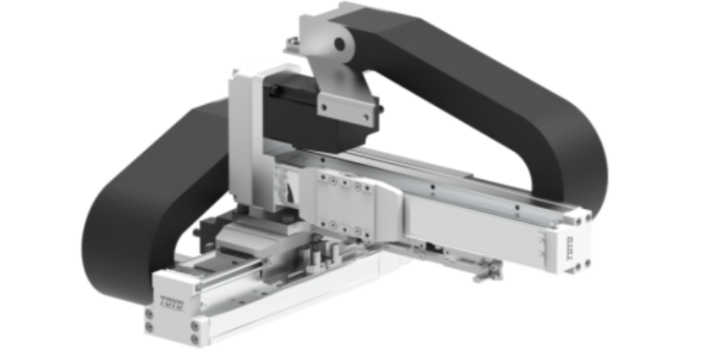
东佑达TOYO多轴系列模组运用范围: 点涂胶装置、电子零件检查装置、基板检查装置、点焊装置等。智能TOYO东佑达机械手价格
1、PLC连接所有控制部工件到位的信号2、PLC将转台到位信号传给机器人,机器人通过视觉认知系统开始进行识别3、识别OK,视觉引导机器人开始对焊接好的管路进行抓取放置,重复此动作两回4、机器人完成取物动作,开始向弯管送料机构移动,到位发信号给PLC5、PLC收到信号给送料机构和转台,转台旋转,送料机构推动向机器人抓手处送出弯管,抓手接触弯管并卡紧7、卡紧后机器人去移动抓取管接头8、**的抓取机构抓到管接头,机器人先进行粘胶移动9、粘胶后**抓取机构旋转180°并开始与弯管下端部进行对接(同心)10、对接完成机器人开始识别待机焊接台进行擦管,**后发信号给PLC,PLC给弯管固定机构信号,夹爪锁死弯管,机器人松开移走11、重复此取管、对接、插管动作1次完成一个整个节拍12、机器人发信号给PLC,PLC告知旋转台转动智能TOYO东佑达机械手价格
- 自动化TOYO丝杆价格 2024-12-28
- 东佑达减速机直供 2024-12-28
- 高精度东佑达轨道内嵌式螺杆滑台型号 2024-12-27
- 智能TOYO东佑达皮带型直交机械手价格 2024-12-27
- 智能东佑达电动滑台价格 2024-12-27
- TOYO东佑达机器人产品手册 2024-12-27
- 东佑达机械手供应 2024-12-27
- 中国台湾东佑达皮带滑台价格 2024-12-27
- 高精度TOYO轴棒式线性马达机械手 2024-12-27
- 工业东佑达电动缸供应 2024-12-27
- 工业TOYO机械手华东总代理 2024-12-27
- 智能TOYO无铁芯线性马达机械手代理 2024-12-27


