- 品牌
- 上海大众
- 型号
- 齐全
- 材质
- PE,LDPE,PVC,POF,PET,OPP,PP
厚板吸塑主要优势,厚板吸塑具有省原辅材料、重量轻、运输便捷、外观精美、密封性能好等优点,能节省人力、提高效率。在安全环保性上也是不遑多让,食品级厚板吸塑产品越随处都是。厚板吸塑加工工艺,是将定位好的板材通过烘箱加热到软化的状态,吸塑模具再和其周边形成密闭空间而将模腔内空气瞬间吸走,将板材紧紧贴覆在模具表面,冷却定型而取得制品的工艺过程吸塑成型是一个循环的过程。一个周期包括:上料-软化-反吹预拉-吸塑-冷却定型-脱模-裁切,以此循环,周而复始,再生产出一个个标准合格精美的厚板吸塑制品。厚板吸塑被普遍用于汽车内饰、浴室、灯箱、医疗器戒、家用托盘、健身器材等。安徽PC厚板吸塑托盘

厚板吸塑加工对板材的厚度有什么要求?厚片吸塑产品是经设备大批量加工生产出来的,因此从原料到成品的整个过程中采用自动化操作,质量稳定。 厚板吸塑,和吸塑包装的薄吸塑生产方式差不多,都是以真空吸塑为主,这类塑胶产品大多都是使用在花盆水盆等等。物品上在生産过程当中这种包装的材料较厚。厚吸塑是指所用的原材料厚度超过2mm,无法在全自动机器上吸塑成型,必须採用厚板材专门使用的半自动吸塑成型机加工生产的技术。厚板吸塑流程:塑胶片材——切割——片材固定——加热——成型——脱模——去料边——成品。北京机器外壳厚板吸塑厚板吸塑模具的选择和设计中应注意:牵伸比应控制在限定范围内。
现在以客车内侧板吸塑件为例,简述厚片吸塑的工艺过程。零件尺寸为1200mm×1000mm×250mm,用到的ABS板材是尺寸为1400mm×1200mm×4mm。首先要确认板材的颜色皮纹,因为内装饰的颜色和皮纹是很重要的,乘客一上车首先感受到的是车内的环境。再看看板材是否从刚开封的包装袋中取出,若不是,板材还需放到烘房中烘干。因为如果板材潮湿,在加温时会使板材表面起气泡,外观质量恶化,严重时还会使板材在成型过程中拉裂。同时模具装到吸塑机上,调整位置和压框,对模具的上升过程和时间进行预先设定;模具顶部不能超出吸塑机工作平台,然后就对模具加温,约到60℃左右。板材放到自动送料装置上,机器把板材送到吸塑机工作台上(如果没有此机构就要用手工把板材放到工作台上),压框由上而下把板材压紧。然后加热机构移到工作台上方,对板材进行加热,一般加热到120℃左右,时间2~3分钟;如果是设备,还可以对加热器进行区域温度设定,拉伸大的地方适当增大加热温度;加热完后,加热机构移开,同时模具开始向上移。
厚片吸塑跟薄片吸塑有什么区别?厚片吸塑一般使用ABS,臀部,HDPE,ABS / MMA、ABS / PVC等,和圆片泡常用材料PVC、PET、PP、PS、PETG等。从目的上看,厚片吸塑通常用于机器外壳吸塑,揭示框架水泡,广告吸塑,底坐泡,图像卡吸塑,体育设备外壳壳泡水泡,美容设备,医疗设备外壳壳泡水泡,高尔夫球车,玩具车壳泡壳船形式,吸塑托盘,pet吸塑,塑料托盘吸塑,控制台shell疱,疱门板,冰箱内水泡,灯箱,水泡,等,和圆片泡一般用于硬件、电子、化妆品、食品、医疗卫生保健产品,玩具,日用品,如数字包装或运输托盘包装。厚板吸塑成型按工艺可分为板材吸塑和软质表皮吸塑两种。

在厚板吸塑模具的选择和设计中应注意的问题。厚板吸塑具有中等韧性,不易燃烧,燃烧时产生氯气,对环境有一定影响。PVC易热封,可用封口机和高频机密封。它是生产透明塑料制品的主要原料。厚板吸塑模具的选择和设计中应注意的问题。1.牵伸比应控制在限定范围内。当使用单底片成型时,拉伸比通常不超过0.5,否则会增加零件壁厚的不均匀分布,使片材过度拉伸。2.为了避免内应力,模具的角部要有足够的圆弧过渡,其曲率半径不能过小,较小的不小于板材厚度。厚板吸塑的材料,厚板吸塑的材料主要有ABS、亚克力、PETG、PVC、PC、PP、HIPS等等多种材料。浙江专注厚板吸塑生产
厚板吸塑是现代商业产业链重要的产品之一。安徽PC厚板吸塑托盘
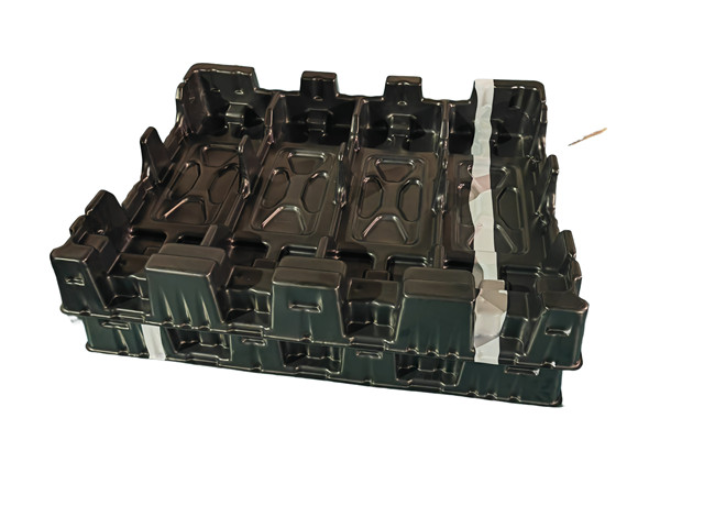
厚片吸塑托盘普遍应用汽配周转(九脚托盘+隔板+盖板组成)、铸造件周转、五金配件周转、物流周转等行业;厚片吸塑是利用2mm~10mm厚度的板材或者片材,通过真空负压,把加热软化好的板材或者是片材吸附于模具表面,使其与模具基本吻合,塑出形状。然后通过裁板机、刀模、冲压、或者是各种样式的修边机,把多余的压边去除,形成想要的造型。此工艺具有模具费用低、生产工期短,模具开发时间短。较大程度上降低了产品成本和开发周期。可根据客户要求生产各种规格尺寸产品,足以确保您的产品装配精度。安徽PC厚板吸塑托盘


- 浙江PC厚板吸塑批发价 2024-11-01
- 湖南双层厚板吸塑 2024-10-31
- 复合材料厚板吸塑生产厂家 2024-10-31
- 湖北厚板吸塑来图定制 2024-10-31
- PVC厚板吸塑厂家批发 2024-10-31
- 江西HIPS厚板吸塑价格 2024-10-31
- 湖北双层厚板吸塑供应 2024-10-31
- 上海单层厚板吸塑直销 2024-10-31




