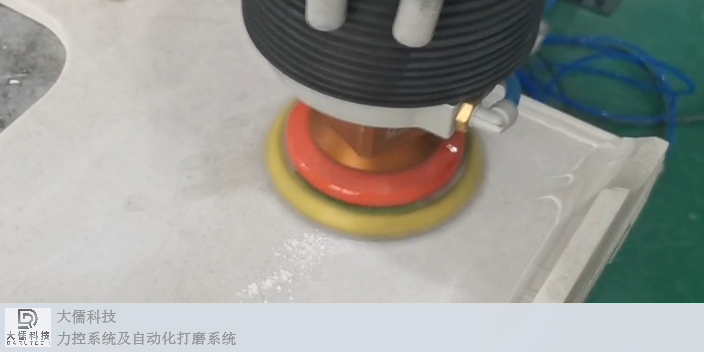
铝圆片广泛应用于电子、日化、医药、文教和汽车配件。电器、保温、机械制造、汽车、航天、模具、建筑、印刷等行业。如厨具用品如不粘锅,压力锅等以及五金用品如灯罩,热水器外壳,拉伸罐体等,是用量大的铝合金板带材深加工产品之一。铝圆片制造结束后一般外圆较为粗糙,需要进行抛光处理。智能柔性打磨力控系统配合标准打磨工作台、工业机器人组成模块化打磨工作站,机器人末端安装打磨力控系统和打磨工具,对固定在标准打磨工作台中的铝圆片进行抛光。打磨力控系统负责打磨过程中的柔性力控制,机器人只负责编程好的打磨路径,实现智能柔性打磨。另外模块化打磨工作台可以避免抛光出的碎屑溅出伤人,提高了机器人打磨工作的安全性,改善了工作环境。北京力控打磨装置

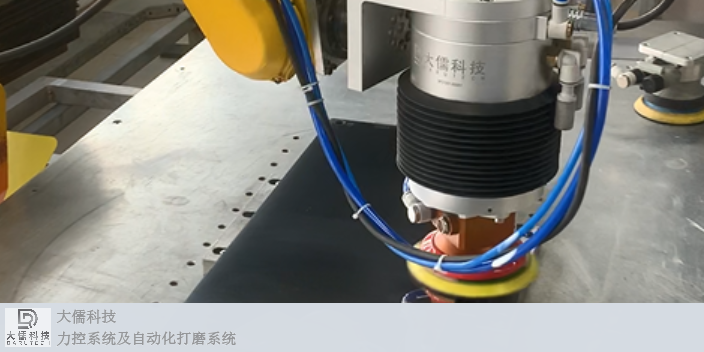
打磨抛光是一种表面改性的工艺技术,应用非常广。常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控打磨机器人系统由以下几部分组成:工业机器人、力控系统、打磨工具、工作台。力控打磨机器人是力控制技术为主,通过控制加工轨迹和打磨工具与工件的接触力,以满足柔性力和位置两方面的工艺要求,保证打磨质量。力控打磨系统适应各种工业机器人,通过力控系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。官方力控打磨共同合作

打磨机箱体腻子打磨,又可称为“原子灰打磨。现今因为进入打磨这个行业中的人越来越少,供需的不平衡,造成工人师傅价钱上涨快,而且还找不到师傅。而木工因为大量的机械化施工,使生产力得到很大的提高。打磨这快迫切需要智能柔性设备来解决难题。施工工艺对比:传统施工方式――手工打磨工作效率10-15平方/小时平均100-120平方/天35-45平方/小时,表面质量作业面光滑、平整,人力成本要花费大量的人工、物力,空气中飞舞的灰尘污染环境,影响人体身心健康;对比柔性力控打磨的施工工艺――柔性力控打磨,代替3-4个工人,打磨作业面光滑、细腻、平整,大批量生产也效果一致,配合使用不同粒度砂纸,达到腻子表面效果,缩短工期、简化管理,环境上健康、环保,现场施工环境非常干净清洁。
机器人抛光特点:1:一致性:抛光是单调乏味的重复性工作,机器人可连续稳定作业;2:提高质量:机器人可连续作业不疲劳,非常适合这项工作需要;3:员工安全:相关的作业具有安全隐患,机器人降低了工厂的安全风险;4:环境友好:抛光作业现场的粉尘环境极度恶劣,机器人可安然无恙地在烟雾和灰尘环境中工作;5:减少浪费:自动化机器人抛光系统可以方便地提供需要确保产品均匀,彻底打磨出来的一致性和精确性。6:减少周期时间:抛光机器人进行编程,以适用的压力适量,只是向正确的方向移动,从而更快,更有效的性能比手动的应用程序。智能柔性打磨力控系统安装在工业机器人可以实现全自动控制、可重复编辑、能在三维空间里完成各种抛光作业。具备自动补偿功能,模拟人的柔性抛光。广泛应用在复杂曲面的抛光作业上,使工件表面质量得到大幅提高。

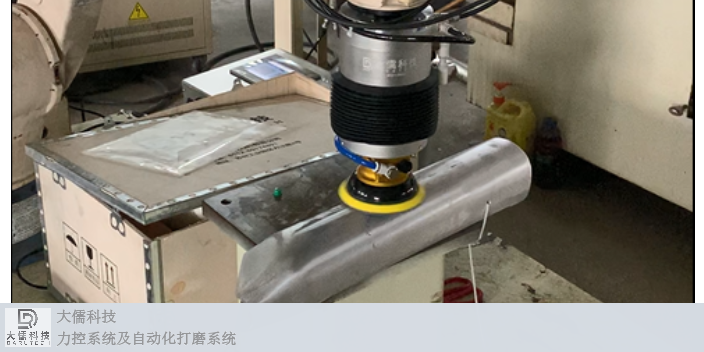
针对薄壁件的自动打磨问题,安装使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。唐山直销力控打磨欢迎选购
北京力控打磨装置
技术特征:1.一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:包括安装在工作台(1)上的六轴机器人(4)、打磨机构(5)、输送机构(3)以及连接在输送机构(3)上的定位夹紧机构(2);所述的打磨机构(5)包括连接板(5-1)、固定夹座(5-2)以及气磨(5-3)或电磨,所述的连接板(5-1)安装在六轴机器人(4)的手腕末端(4-1),连接板(5-1)上设有固定夹座(5-2),气磨(5-3)或电磨安装在固定夹座(5-2)上,至少两个活动软管(5-6)通过吸尘固定座(5-5)连接在连接板(5-1)上,活动软管(5-6)与吸尘器(7)连接相通,活动软管(5-6)的吸口位于气磨(5-3)或电磨的磨头(5-4)处;所述的输送机构(3)包括带磁性开关的导轨无杆气缸(3-7)、托盘(3-6)以及电缆保护链(3-1),导轨无杆气缸(3-7)和电缆保护链(3-1)平行设置,导轨无杆气缸(3-7)和电缆保护链(3-1)的前端安装在工作台(1)上,托盘(3-6)安装在导轨无杆气缸(3-7)的活动侧上并能前后运动,导轨无杆气缸(3-7)在两端安装有油压缓冲器(3-4),电缆保护链(3-1)后端通过连接块(3-2)与托盘(3-6)连接,电气快插插座(3-3)安装在连接块(3-2)上,托盘(3-6)上设用于连接底板(2-5)的螺纹孔和销孔(3-5);所述的定位夹紧机构(2)包括底板(2-5)、仿形定位座。北京力控打磨装置