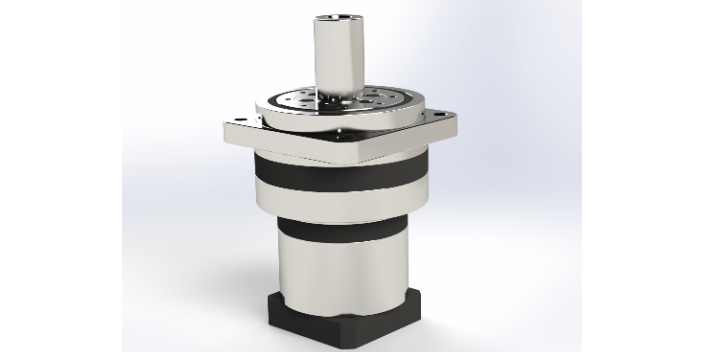
在减速机家族中,行星减速机以其体积小,减速范围广,精度高等诸多有点,而被应用于伺服、步进、直流等传动系统中。其作用就是在保证精密传动下,主要被用来降低转速增大扭矩和降低负载/电机的转动惯量比。在过去几年里,有的用户在使用减速机时,由于违规安装等人为因素,而导致减速机的输出轴折断了,使企业蒙受了不必要的损失。因此,为了更好的帮助广大用户用好减速机,向你详细地介绍如何正确安装行星减速机。正确的安装,使用减速机,是保证机械设备正常运行的重要环节。因此,在安装行星减速机时,请务必严格按照下面的安装使用相关事项,认真地装配和使用。高精密减速机费用哪家便宜?推荐咨询无锡市恒翼通机械有限公司。清远高精度高精密减速机供应
改进透气帽和检查孔盖板:减速机内压大于外界大气压是漏油的主要原因之一,如果设法使机内、机外压力均衡,漏油就可以防止。减速机虽都有透气帽,但透气孔太小,容易被煤粉、油污堵塞,而且每次加油都要打开检查孔盖板,打开一次就增加一次漏油的可能性,使原本不漏的地方也发生泄漏。为此,制作了一种油杯式透气帽,并将原来薄的检查孔盖板改为6mm厚,将油杯式透气帽焊在盖板上,透气孔直径为6mm,便于通气,实现了均压,而且加油时从油杯中加油,不用打开检查孔盖板,减少了漏油机会。畅流:要使被齿轮甩在轴承上多余的润滑油不在轴封处积聚,必须使多余的润滑油沿一定方向流回油池,即做到畅流。具体的做法是在轴承座的下瓦中心开一个向机内倾斜的回油槽,同时在端盖直口处也开一缺口,缺口正对回油槽,这样多余的润滑油经缺口、回油槽流回油池。深圳泰福高精密减速机价格恒翼通精密减速机品牌怎么样?
针对磨坏问题,传统的解决办法是焊补或电刷镀后机加工修补,但两者之间均存在一定的弊端:焊补高温产生的热应力没办法完全消除,易造成材质受损,造成零部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易脱落,且以上两种方法都是用金属修补金属,没办法改变“硬对硬”的配合关系,在各力综合的作用下,仍会造成再次磨坏。对一些大的轴承公司企业更是没办法现场解决,多要依赖外协修补。当代西方国家针对以上问题多使用高分子复合材料的修补方法,其具有很强的粘着力,优异的抗压强度等综合性能。应用高分子材料修补,可免拆卸免机加工既无焊补热应力影响,修补厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨坏的可能,并很大延长设备零部件的使用寿命,为公司企业节省大量的停机时间,创造巨大的经济价值。而针对渗漏问题,传统的方法需要拆卸并打开减速机后,更换密封垫片或涂抹密封胶,不仅费时费力,而且难以确保密封效果,在运转中还会再次出现泄漏。高分子材料可现场治理渗漏,材料具备的优越的粘着力、耐油性及350%的拉伸度,克服减速机振动造成的影响,很好地为公司企业解决了减速机渗漏问题。
具有良好抗磨性 抗磨性是指减速机润滑油在运动部件间摩擦表面形成和保持油膜,防止金属之间相互接触,减少磨损的能力。减速机润滑油的抗磨性主要取决油性和极压性(抗剪力)。油性是指齿轮油能吸附在零件的摩擦表面上形成油膜以减少磨擦和磨损的性能。通常我们说齿轮油的油性好就是指它的吸附能力强,可以提高抗磨性的能力。极压性是指在摩擦表面接触压力非常高,油膜容易产生破裂的极高压力润滑条件下,防止对摩擦表面产生烧结、胶合等损伤的性能,也叫承载能力。高精密减速机供应商。欢迎咨询无锡市恒翼通机械有限公司。

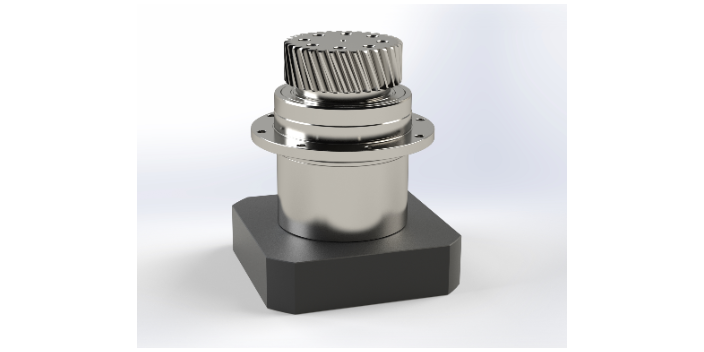
安装前确认电机和减速机是否完好无损,并且严格检查电机与减速机相连接的各部位尺寸是否匹配,这里是电机的定位凸台、输入轴与减速机凹槽等尺寸及配合公差。旋下减速机法兰外侧防尘孔上的螺钉,调整PCS系统夹紧环使其侧孔与防尘孔对齐,插入内六角旋紧。之后,取走电机轴键。将电机与减速机自然连接。连接时必须保证减速机输出轴与电机输入轴同心度一致,且二者外侧法兰平行。如同心度不一致,会导致电机轴折断或减速机齿轮磨损。 另外,在安装时,严禁用铁锤等击打,防止轴向力或径向力过大损坏轴承或齿轮。一定要将安装螺栓旋紧之后再旋紧紧力螺栓。安装前,将电机输入轴、定位凸台及减速机连接部位的防锈油用汽油或锌钠水擦拭净。其目的是保证连接的紧密性及运转的灵活性,并且防止不必要的磨损。高精密减速机服务怎么样,推荐咨询无锡市恒翼通机械有限公司。黄浦区三牛高精密减速机哪家好
高精密减速机一般多少钱?推荐咨询无锡市恒翼通机械有限公司。清远高精度高精密减速机供应
减速机应牢固地安装在稳定水平的基础或底座上,排油槽的油应能排除,且冷却空气循环流畅。基础不可靠,运转时会引起振动及噪声,并促使轴承及齿轮受损。当传动联接件有突出物或采用齿轮、链轮传动时,应考虑加装防护装置,输出轴上承受较大的径向载荷时,应选用加强型;按规定的安装装置保证工作人员能方便地靠近油标,通气塞、排油塞。安装就位后,应按次序全部检查安装位置的准确性,各紧固件压紧的可靠性,安装后应能灵活转动。减速机采用油池飞溅润滑,在运行前用户需将通气孔的螺塞取下,换上通气塞。按不同的安装位置,并打开油位塞螺钉检查油位线的高度,从油位塞处加油至润滑油从油位塞螺孔溢出为止,拧上油位塞确定无误后,方可进行空载试运转,时间不得少于2小时。运转应平稳,无冲击、振动、杂音及渗漏油现象,发现异常应及时排除。 清远高精度高精密减速机供应


