自动锁螺丝机会不会生锈:一般来说螺丝机生锈的基本条件是在一定的温度和湿气环境下产生了有效的化学反应,但是这样的话只要规范管理螺丝机在一定的寄存条件内,就不会出现生锈的问题。那么在实际上只需有较好的仓储管理模式和准则,基本上就可以的杜绝这些现象和问题的出现,所以这方面还是可以防止的。从产品自身来说,生锈不生锈和其制造资料以及产品的质量功能有着非常显着的关系,而这也使得产品有必要愈加质量,做工和资料加工愈加的契合实际需求,这样才干真实的保证其契合有关方面的需求,而对深圳螺丝机来说,好的产品一般能有用的保障其资料的优异性,然后根绝生锈问题的产品,当然关于这一点来说,更需求咱们自己留意掌握产品的挑选。
假如能做好有关方面的保护和保养,特别是对螺丝机的有机处理就能直接的防止生锈问题,当然还能够对产品进行定时的清洗、打磨机油等来保证其坚持原有的产品形状。 带垫片的螺丝,客户要求3.5IVM, M5M4 带垫片及垫片的内六角螺钉。 解答:弹垫和垫片不会掉出来就可以做。山东防松螺丝机
自动锁螺丝机与智能电批到底有什么关系?
目前在市场上螺丝机采用的电批基本上都是很普通的电批或者是气批。采用这种电批来完成锁付操作其实对于一般的产品而言还是可以的,但是对于高精密的产品如果在采用这样的普通电批来操作是非常不利于产品的锁付操作,高精密产品要求锁付精度高、而且锁付过程中能够是时时刻刻的显示扭力大小,确保锁付的质量。智能电批具备哪些优势?
1.智能电批可以实时的显示锁付扭力大小,并且可以高精度的控制调机大小,误差一般在正负5%之内。
2.能够有效的记录清楚每颗螺丝钉锁付操作的结构,并且每个螺丝钉锁付操作的结构都能够记录并提供日后查询,能够有效精细每颗螺丝钉锁付扭力的大小。
河北数控螺丝机手持式螺丝机的料仓注意不要一次性放入太多的螺丝,会影响到螺丝的移动方向和传送速度。

什么是单头双工位自动锁螺丝机?
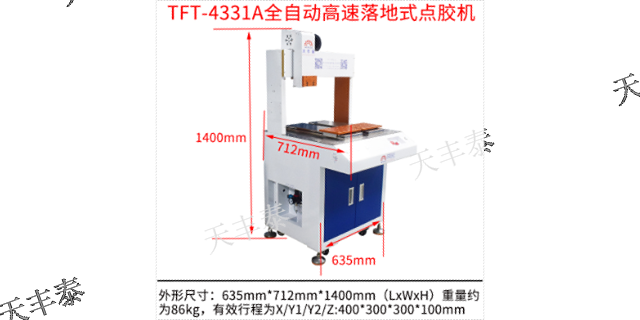
所谓的单头双工位自动锁螺丝机就是螺丝机设备具备一个Z轴(简单理解就是一个电批锁付),两个工位(也就是Y轴、y1轴 y2轴)。在进行锁付操作的时候事先需要将产品放入到两个工位的夹具上,然后电批会按照程序的要求从左边开始锁付操作,锁付完成左边之后就去右边进行锁付操作,这样的操作是可以有效的使得效率比较大化,人工可以在锁付完成一个产品之后马上放入另一块产品,如此循环。
在效率上单头双工位螺丝机设备效率可以说是非常高的,效率可以达到1.2-1.5s/颗螺丝钉,是人工效率的3-4倍,而在价格上单头双工位价格还是比较便宜的,一般价格在3w左右,相比双头双工位螺丝机,单头双工位自动锁螺丝机更加具备优势。
吹气式自动锁螺丝机使用注意事项
1、一定要等电批扭力达到设定扭力,电批自动停止后再提起电批。
2、如发现自动锁螺丝机没送一粒螺丝到电批锁嘴待锁,可重复打一下(压下螺丝刀且电批转动),让机器送一粒螺丝到电批锁嘴待锁。
3、气压不可调得太大,否则只会加速电批鼻嘴的磨损速度,且螺丝有时会直接冲出锁嘴。
4、轨道振动力不可调得太大,否则螺丝易在螺丝轨道上挤出轨道,影响自动锁螺丝机的稳定性。
5、不可折弯螺丝输送管,否则会使螺丝在螺丝输送过程中卡在折弯处。
螺丝机,就选天丰泰,用户的信赖之选,有想法可以来我司咨询!
1螺丝机1.2以下的不能做,超过M6的也不能做
① 气式螺丝机:故障率低、速度慢一些
②吹气式螺丝机:故障率高、速度快一些、吹气式比吸气式成本高1万
2螺丝机与人工区别
①效率高
②节约人工成本
3电批有刷和无刷之间的区别
① 有刷:锁螺丝的刷子磨损完了,可以更换,目前不用有刷的;
②无刷:坏了就报废不能用了,需要重新换一个,目前主要是用无刷。
每种螺丝要配一台螺丝机,螺丝是一样,只长度不一样,相差2mm-3mm可以共用
4、螺丝机的最大扭力?
解答:。
5、螺丝机能工作的螺丝尺寸(长、宽)?
解答:M2-M6。
手持式螺丝机根据直震调节的幅度来调整螺丝的传送速度。河北数控螺丝机
1251做W轴旋转,产品一圈点油漆? 解答:设计一个W轴旋轴,打油漆用针管打。山东防松螺丝机
丝机供料器位置的设定
供料器在螺丝机中起螺丝排列,分配作用。在机器投入工作前我们需要将供料器的位置做好设备,方便电批吸取螺丝。先点击操作屏上的供料器位置,在通过操作手柄将Z轴移动到供料器转盘的正上方,对准转盘上传感器中间的那个螺丝孔位(供料器感应到螺丝,转盘会停止运动,该位置的螺丝电批会从上方吸走),让吸嘴离这颗螺丝保持2-3毫米的距离。在将供料器周边的固定块拧紧,防止错位,同时点击屏幕上的设为新位置,这样供料器的位置我们就设好了。可以通过点击该页面上的到原位置设置,看下是不是真的到之前设定的位置上方,来确定是否正确调好。
山东防松螺丝机