灌胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法
1. UV胶 ( 紫外线固化胶)确定使用黑色的管路。勿直接添加UV胶于压力筒旧有的UV胶上,先将原有UV胶放掉, 再将UV胶倒入空的压力筒, 压力筒内的UV胶往往经过一段时间后会产生气泡而造成出胶不稳定。2.针头一般而言比20号小的针头都可能产生空气问题--- 滴漏或垂流,尽量使用较大号一般金属针头或锥形斜式针头, 避免使用绕性或铁弗龙针头。3.环氧树脂的 ( expoxy ) 清洗可能的话尽量每一个Shift用一般甲苯溶剂的储存压力筒自动清洗一次,愈常清洗越好。
灌胶机是根据胶水的填充料情况,选用情齿轮泵、螺杆泵等泵体将两种胶水进行比例混合再灌到产品。正规灌胶机特点

很多客户都担心灌胶机会出现哪些问题,如果购买你的灌胶机出现问题了怎么办?很多机械设备都不是确保每时每刻都在正常运行,我们人类有时候经常也会感冒,如果我们设备“感冒”了,如灌胶气泡现象是在产品灌胶生产过程中常出现的灌胶问题之一,那么遇到这种问题盖如何解决呢?下面天丰泰科技人员问你解答灌胶气泡问题出现的原因
1:胶水加到机器的储存桶内本就有气泡,这样只有加胶后在桶抽真空把胶水里的气泡除去就好。
2:胶水产生气泡就是AB混合时高速搅拌产生的,如果是这样就只能用静态搅拌,不要选用动态搅拌。 手动灌胶机服务要求精确控制出较量,使用机器。要求自动化点胶,则使用带自动化功能机器。

当前市面上灌胶机的类型有哪些
一,从工艺上来分
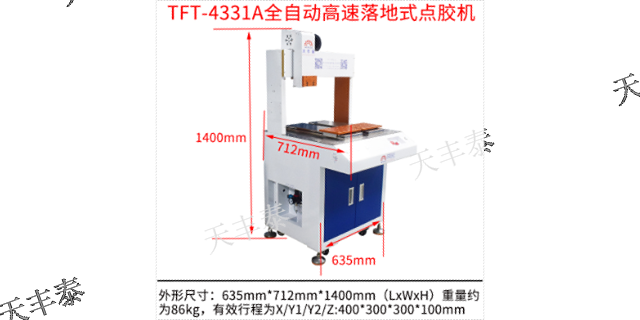
显示屏模组灌胶机,硬灯条灌胶机(机身比较长,一般在一米六以上,因为硬灯条通用**长规格一米五),软灯条灌胶机(整个灌胶机行程中**长的,机长一般在六米多,因为一根软灯条长度要么五米,要么六米,考虑到兼容,一般行程做到六米,整个机身长度会在六米多至七米的样子),电子线圈灌胶机,球泡灯灌胶机,表贴屏灌胶机。
二,从灌胶精度来分
步进灌胶机,伺服灌胶机,伺服灌胶机通过伺服加丝杆的方式,在运动的过程中累计误差会非常的低,一般用于高精度灌胶,步进灌胶机通过步进电机加皮带的方式,在运动的过程中误差会不断的累积,所以精度要低一点。
三,从灌胶量上来分
有分为微量灌胶机,灌胶量在一克以下,中量灌胶机1-20克以**流量灌胶机20克到几百克不等。灌胶量越小,机器越难做,胶量越大,反而要好做一些。
灌胶机配置的泵体一、齿轮泵应用于无填料、有腐蚀性、粘度小于20000CPS的胶水两个尺寸相同的齿轮在一个紧密配合的壳体内相互啮合旋转,这个壳体的内部类似“8”字形,两个齿轮装在里面,齿轮的外径及两侧与壳体紧密配合。来自于储料桶的物料在吸入口进入两个齿轮中间,并充满这一空间。二、螺杆泵应用于有沉淀(含部分填充物)、腐蚀性不高、粘度小于30000CPS的胶水。螺杆泵是按迥转啮合容积式原理工作。螺杆泵主要工作部件是偏心螺杆(转子)和固定的衬套(定子)。由于该两部件的特殊几何开头分别形成单独的密封容腔。介质由轴向均匀推行流动。内部流速低,容积保持不变。螺杆泵压力稳定,因而不会产生涡流和搅动。它的比较大特点是对介质的适应性强、流量平稳、压力脉动小、自吸能力高,这是其它任何泵种所不能替代的,而且在后期维护方面,螺杆泵只需更换定子(螺杆护套),这就降低了成本。三、柱塞泵一种双缸计量柱塞泵及其计量方法,该装置包括电机、泵头、滚珠丝杆、传动齿轮、感应开关、底板,电机与传动齿轮连接,两根滚珠丝杆一侧固定在底板上的泵头固定板上,另一侧与传动齿轮连接,在每个滚珠丝杆上均设有一个柱塞杆。 灌胶机的选择:UV胶使用特定针筒灌胶。

传统手工配胶灌胶与全自动灌胶机作业对比传统手工灌胶作业需要2-3人,手工配胶灌胶易因人为因素导致配比不精细,胶水未达到使用条件,造成胶水材料的浪费;胶水AB比例如果相差较大,在人工配比的时候易造成胶水产生气泡,导致产品良品率下降;其次拥有专业配胶知识和娴熟操作的工人招聘难度大。配胶后应尽量在短时间内尽快使用完成灌胶作业。
全自动灌胶机,采用精密齿轮计量泵或螺杆泵计量,长寿命,耐磨损;X ,Y ,Z大行程,打点,画线,平面,画圆 灌胶机的选择:AB胶使用双液灌胶机。口碑好灌胶机诚信服务
涂覆机效率,每秒喷多少? 解答:看板的面积和胶水粘度才知道,大概30秒 一分钟一块板.正规灌胶机特点
双缸柱塞式计量泵的特点
1、耐磨性好。从原理上来看,齿轮泵靠齿轮的咬合出胶,柱塞泵靠柱塞的整体推进出胶,由于A胶中多少都会添加一些类似于阻燃剂、硅粉之类的固体小颗粒,因此长时间的使用,齿轮的磨损会愈发严重,一旦齿轮间产生越来越大的间隙,则胶量会越来越小,直至无法继续使用。因此齿轮泵其实更加适合于不含固体添加物的流体计量。
2、定量精细。虽然齿轮泵和柱塞泵都是容积计量式泵,但是由于齿轮泵的逐步磨损,计量精度会逐步衰减,造成配胶比例失去控制。
正规灌胶机特点