- 品牌
- 尚晞
- 型号
- 定制
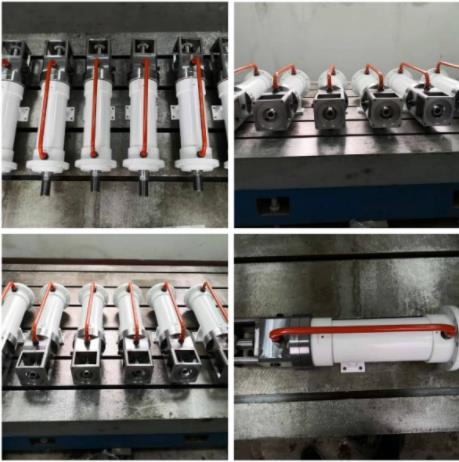
- 类型
- 单活塞杆液压缸,活塞液压缸
- 作用类型
- 单作用液压缸
- 安装方式
- 法兰型,球头型,销轴型,底座型,耳环型
- 加工定制
- 是
- 材质
- 铸铁
数字伺服油缸具有哪些特点?
1、可以实现单缸多段调速、多点定位、两缸或两缸以上进行差补运动,完成曲线轨迹动作。
2、动力大,用伺服电机作为信号输出,使液压缸活塞杆完全按照伺服电机的运动而动作,即不失步,又有油缸大吨位的推力。因此,利用小功率的控制系统,就可使大型机械数控化,提高了工作效率和降低了产品报废率,简化了系统,降低故障率。
3、控制系统简单,触摸屏编程。一个微机就可以完成单缸的多点、多速控制,也可完成多缸的同步、插补运动。操作简单、实用性强。
数字油缸可理解为集成化的伺服液压系统。青岛数字油缸价钱

数字油缸的保养方法:数字油缸在工作时要承受很大的压强,负载越重,它的压强就会越大,因此,做好数字油缸的保养工作是整个液压系统的维护**重要的一环。 数字油缸就相当于液压系统的心脏,心脏出问题很难修补,所以数字油缸的维护就是要谨慎细致。
首先,要防锈。因为数字油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物的、酸性气体的侵蚀,这就需要我们给它涂敷适量的油脂进行保护,以免作为承重部件的活塞受侵蚀而在工作中可能发生断折。
其次,要开箱换油。因为长时间使用,难免会有异物进入数字油缸中,这样在使用中就会发生摩擦增大现象,另外,液压油也是有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸。
数字油缸加工厂家伺服油缸与数字油缸哪个价格便宜?

数字油缸安装需要注意哪些地方?(三)
1、油缸的轴向两端不能固定死,须有一端保持浮动防止热膨胀。由于油缸内受液压力和热膨胀等因素的作用,会有轴向伸缩现象。若油缸两端都固定死,易导致油缸各部分变形;
2、数字油缸与导轨的平行度和直线度的偏差应在0.1毫米/全长之内。如果数字缸的上母线全长超过偏差,可修刮油缸的支架底面或机床的接触面来达到要求;如果侧母线超过偏差,可则松开油缸和固定螺钉,拔掉定位锁,校正侧母线的精度;
3、拆装数字油缸时,保护好活塞杆顶端的螺纹、缸口螺纹和活塞杆表面,防止损伤。严禁锤打缸筒和活塞表面。如缸孔和活塞表面有损伤,不能用砂纸打磨,要用细油石精心研磨。
数字油缸如何选择合适的液压油?(三)
1、液压油的粘度合适,粘温特性好
粘度是选择液压油时首先考虑的因素,在相同的工作压力下,粘度过高,油缸的液压部件运动阻力增加,管道压力降和功率损失增大;若粘度过低,容易导致油缸泄漏,油缸内部的滑动部件油膜变薄,支承能力下降,并有雾化现象,从排气口溢出。
2、液压油的润滑性(抗磨性)好
数字油缸的液压系统有大量的运动部件需要润滑以防止相对运动表面的磨损,特别是压力较高的液压设备,对液压油的抗磨性要求要高得多。
尚晞科技可以根据客户需求定制高精密数字油缸。
一般来讲,工程机械上使用的普通液压油缸比较多,不说数字油缸了,就连传统油缸都用得很少。除开作业精度要求不高的原因以外,效率和能耗也是业内人士比较关心的问题。有人认为,数字液压系统提升了加工精度,但是液压系统的效率却降低了下来。可在我看来,这个也能一概而论。如果作业精度不够,效率再高也没有意义,加工出来的产品废品率高,造成了人力物力以及材料的浪费。所以,提高工程作业精度势必会成为未来工程行业的发展趋势。 哪里有数字油缸结构原理图?青岛数字油缸价钱
数字油缸能用在哪些地方?青岛数字油缸价钱
数字油缸的出现于20世纪70年代,由于巧妙地利用了液压和滚珠丝杆这两种技术,既可以达到大的输出力,又获得精密的位置精度,因此得到了迅速的发展和应用。目前,国外对于大推力、大行程的场合亦采用数字液压油缸,从而简便地实现了数字位置或数字速度控制,控制精度达到了加工要求,可以***用于一般工业控制领域。日本东京计器公司的数字油缸早已应用于两坐标(XY)数控机床、数控车床、自动机械、冶金设备、木工机械和潮水阀门上。国内研制的数字油缸早在1980年已在XKB2122A三坐标数控铣床的纵坐标上使用了。 青岛数字油缸价钱
上海尚晞数控科技有限公司位于华徐公路966号法姬娜大厦A座502室。公司业务分为数控旋压轮毂,数控旋压机,旋压制品,高精密数字油缸等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。尚晞数控科技立足于全国市场,依托强大的研发实力,融合前沿的技术理念,飞快响应客户的变化需求。

与传统冲压工艺相比,用数字液压缸生产皮带机冲压轴承座的工艺,除落料工序使用普通冲床冲压落料外,其余工序均采用数字液压缸代替冲床来完成。具体工艺及工装特点为: 1、将完成各工序的数字液压缸固定在同一个床身上。 2、将上模固定在数字液压缸上,这样每个数字液压缸就可以代替一台冲床, 3、模具结构简化。由于数字液压缸导向性很好,可省去模具导柱、导套,这样大幅简化了模具结构,降低了模具制造成本。数字液压缸行程可实现微米级精确控制,在工作前设定数字液压缸行程,就可以实现对工件的精确拉深,这就省去了拉深前多次调整模具的过程。 4、工序间转送料自动化。在PLC控制下,用电磁转送装置...
- 国产数字油缸供应 2024-12-28
- 苏州数字油缸制造 2024-12-28
- 青岛好数字油缸定做价格 2024-12-28
- 上海数字油缸详细解读 2024-12-27
- 哪里有数字油缸特点 2024-12-27
- 非标数字油缸厂家排名 2024-12-27
- 工程数字油缸特点 2024-12-27
- 苏州非标数字油缸哪里买 2024-12-27
- 国产***数字油缸用在哪 2024-12-27
- 上海数字油缸厂家 2024-12-27







- 无锡哪里生产旋压机哪里好 12-29
- 轻型数控旋压机旋压工艺 12-29
- 苏州轮毂数控旋压机供应 12-29
- 国产高精密数字油缸的价格 12-29
- 青浦加工精度高旋压机技术参数 12-29
- 浙江非主流改装车轮毂喷色 12-28
- 宝山尚晞科技旋压机选型 12-28
- 广东改装车轮毂影响年检吗吗 12-28
- 北京重型数控旋压机品牌 12-28
- 北京改装车轮毂刮花 12-28