一是分时集中向同一容器配料。根据每一种配方所用的粉料不同,其形态各异,性质使用方法均不尽相同,可以按照一定的规律和数量进行区别,可以将其划分为若干小组,将加工工位进行组合,得到能够满足需求的设备。每个加料工位的下料装置,也就是螺旋输送器或电磁振动送料器可以有条理地,分别向加料容器内添加料,添加进入的粉料则会由电子称量装置进行称重和计算,进行严格的监控和处理,掌握着粉料的不同配方下所需投放的各种物质的投放比和重量,只有投放的数量达到所需的设定结果时,该自动配料装置就会进行自动的配料和工作,减少了人工的许多步骤。这种自动配料装置是通过直线排列达到预期效果的,将称重和输送传动装置结合起来,这种结构安装形式并不是单一的,可通过多种组合方式来达到预期的效果,一般运用于配料量大的情况。
称重给料系统的工作原埋。碳钢称重给料系统定制价格
1)防止杂物掺入气力输送系统污染物料。要求空气净化,压缩空气中含水、含油、含尘量必须控制在一定的范围内。
(2)防止铁锈和铁质等物混入,在物料加入口应装磁铁除铁器。输料管采用不锈钢管或铝管,在工艺允许情况下选用的普通钢管必须做表面除锈处理。
(3)防止物料输送中的破碎、磨损和变形。气力输送选型应尽可能采用低压连续稀相输送,保证物料的使用性能。
(4)保证易燃易爆物料输送的安全性,宜采用惰性气体循环输送。对吸湿性强的物料可用冷冻式干燥机和空气过滤器,气源经处理后使用。
(5)对带有静电的物料和化工品,安装时必须注意气力输送各部件,输料管、贮料斗、除尘器等必须接地,除尘器滤料采用防静电材质和相应的措施。
(6)化工行业对于所输送物料要求高,所以,在化工行业使用个气力输送的话,为保证输送物料特性。设备及管道应选择304、316材质的为更佳。
石灰称重给料系统进口上海称重给料系统价格是多少?

设备维护时个人防护用品重要性。设备运行或者维护时,需要对其进行巡视或者检修·。在这个过程中现场工作人员应注意穿戴好个人防护劳保用品。例如:安全帽。安全帽我们大多数都是在施工工地上见到的,在施工工地上到处都有见到进入工地一定要带安全帽,可见安全帽具有什么样的重要性,安全帽的作用就是:防止高处坠落物造成头部伤害;防止物体打击的伤害;防止机械性的损伤;防止污染毛发造成的伤害等,切身的关系到我们的各种安全,一定要正确佩戴,穿戴方法如下: 穿戴方法:将安全帽戴正,拉紧下额带,把帽箍调到合适的位置。 要将安全帽放置高处,以免误坐到安全帽上,造成变形,降低安全帽的防护作用。 帽子内缓冲衬垫的带子要结实,头顶与帽内顶部的间隔不能小于32mm。 安全帽使用超过规定限制、或者受过比较严重的冲击后,即使肉眼看不到帽子有裂痕,也应该即使更换。 使用前都应做详细检查,确认帽子是否有龟裂、裂痕、下凹和磨损等情况,如有请立即更换。 塑料安全帽的使用期限为三年。
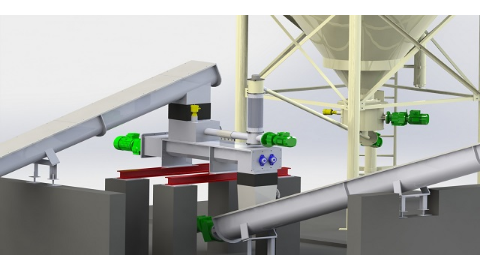
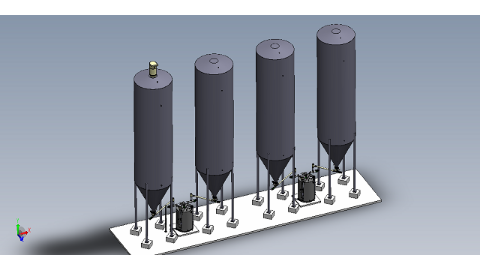
玻璃相关行业应用.Sodimate(索得曼)的存储、卸料以及喂料系统可用来为生产各种玻璃和工业铸件计量输送硅砂/石英砂。一套典型的输送系统包括一个存储容器(筒仓、料斗或吨袋),一台机械破拱卸料装置和一个螺旋喂料输送机。该系统根据不同现场情况定制投加量及投加点数量。
该系统同时还可用于玻璃制造过程中产生的窑炉废气、废水的处理,用以脱硫脱硝以及重金属(如砷和铅)。作为废气废水处理中常用的两种药剂,熟石灰和小苏打便通过Sodimate(索得曼)干粉投加设备精确的输送至指定的投加点。
上海称重给料厂家电话多少?

针对各类散体物料在料仓内的搭拱问题,行业内研究出各种破拱或破拱兼排料设备,主要分为以下三类:(1)机械强制破拱排料利用机械传动动装置对料仓里拱桥刚开始形成时便进行即时有效的破碎,促进物料排出。此类设备包括圆盘给料机、螺旋下料器、各类搅龙等。具有破拱助流能力强、物料适应性广、给料量可调、易于自动控制、排料过程中无物料粒度偏析等优点,但也存在设备结构复杂、动力消耗大、设备维修复杂等***缺点。(2)振动破拱排料在料仓仓壁或仓内装设振动器,用机械式、电磁式或气动式振动器来振击仓壁,破坏物料起拱的平衡条件,使物料不起拱或使已起拱的物料坍落,并协助物料下滑。此类设备有仓壁振动器、惯性振动给料斗、气动锥形破拱器等。具有破拱助流能力较强、动力消耗较低、给料量可调、设备结构相对简单等优点,目前应用较为***。(3)高压流化破拱排料在接近排料口的仓壁上设置压缩空气喷嘴,利用其喷射动能破坏料拱
重庆称重给料厂家电话多少?碳钢称重给料系统销售厂
维修称重给料系统的方法?碳钢称重给料系统定制价格
HZS25、HZS35、HZS50、HZS75搅拌站:通过制动电机尾部的大螺母进行调整,如图1所示。首先拆下电机后罩壳,将大螺母与风扇制动器之间的锁紧用内六角螺钉拆下,旋紧大螺母至极限位置,然后倒转一圈,***将锁紧螺钉拧紧即可。
HZS50B、HZS75A、HZS100、HZS150、HZS180搅拌站:通过制动电机尾部进行调整,参见图2所示。
(2)刹车制动气隙的调整
当制动摩擦片磨损,制动气隙增大时,会产生制动器不能吸合的现象,导致电机堵转,造成电机烧毁,因此必须定期检测制动气隙。当制动气隙大于6mm时,按下列步骤进行调整:
松开螺母1、螺母2,调整制动线圈的位置,保证制动气隙为0.1~0.2mm,并保证整个圆周上制动气隙均在这个范围内,然后旋紧螺母1、螺母2即可。
(3)刹车制动力矩大小的调整
将螺母3旋松,通过旋紧螺母4,压缩制动弹簧来增大制动力矩,制动力矩不能调整的太大,太大了会引起制动器打不开。通过旋松螺母4,放松制动弹簧,来减少制动力矩,将螺母3旋紧。
碳钢称重给料系统定制价格