进出料接口部分设置的上下端快速接口是为了在料仓加料或更换时能够更加便捷快速,减少时间耗费,降低工作量。
为了了解料仓中粉料的情况,专门在料仓体上设计了料位计,料位计在料仓中粉料达到**小限度时,就会向操作人员发出信号提醒,告知加料或更换料仓的准备,此处也可用设置重量传感器的方法来代替,通过在料仓体上设置重量传感器,通过重量减量的方法,得到料仓中粉料的情况,当粉料重量达到预设的**值时,重量传感器发出信号提醒,完成工作。
自动配料精度能达到多少?小袋称重给料系统代理商

设备维护时个人防护用品重要性。设备运行或者维护时,需要对其进行巡视或者检修。在这个过程中现场工作人员应注意穿戴好个人防护劳保用品。例如:安全绳。工作人员在进行高空作业时,必须严格遵守标准的操作要求进行施工,并佩戴安全防护用具,做好高空作业安全防护措施。安全绳可以说是高空作业时工人的“生命绳”,虽然作业人员还会佩戴安全帽等其他防护用具,但是归根结底作业人员的生命是拴在安全绳上的。安全绳通常与护腰式安全带配合使用,因此选择正规的安全绳是非常有必要的。在使用安全带前,使用者要检查各部件是否损坏并及时进行维护。安全带的腰带应该系在臀围较宽处,靠近腰骨,保持腰部紧绑状态。防止人体从腰带滑落或损害腰部,围栏和安全绳应牢固地固定在上部实心构件上。工件的尺寸,安全绳的长度,应能保持在工作活动范围内,并可以灵活调节。高空作业,因条件限制,需要将安全带系在较低位置并要与保险杠一起使用,以减少人体坠落的影响。碳酸钠称重给料系统品牌上海称重给料系统作业案例有哪些?

提升减速箱的维护和保养
(1)HZS75以下规格的搅拌站,减速机在***次加油运转150~200小时后需更换新油,HZS75A以上规格的搅拌站,减速机在***次加油运转500小时后需更换新油,注入新油前,减速箱内部的油污要***干净;
(2)减速机连续工作1000-2000小时后,润滑油进行第二次更换,以后每隔2000工作小时更换一次,若工作条件恶劣,应适当缩短换油时间;
2.3钢丝绳的维护和保养
(1)禁止提升斗下落触地,使钢丝绳与卷筒松脱,导致排列发生乱绳现象;
(2)检查钢丝绳夹头固定和磨损情况,当钢丝绳每节距可见钢丝断裂根数超过总根数的5%时,应及时更换;
(3)更换新钢丝绳,必须在钢丝绳滚筒上绕绳1.5圈以上;
(4)至少每隔20天对钢丝绳均匀涂锂基润滑脂或钙基润滑脂与40号机油的混合物。
2.4行程开关的维护保养
(1)搅拌站运行***周内应每天检查限位的连接螺栓有无松动;
(2)每次正式运转前手动提升和降落提升斗,确定限位开关动作是否灵活可靠;
(3)每天检查一次第二限位开关是否灵活可靠;每周检查一次极限限位是否可靠。
进行维保和检修时,应将料斗提升到上止点,用轨道处的安全销锁住。
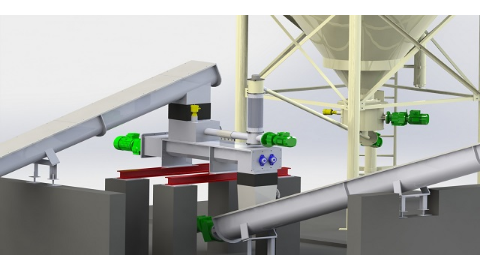
索得曼ZDM400/DDM破拱下料和计量输送一体化装置安装条件:
在安装前要确认:
-料仓必须为空、清洁和干燥。
-所有开口必须关闭(除尘过滤器、料位计和人孔等等)。
-料仓圆锥内部不得具有任何突出部分,防止发生刮片损坏。
-料仓出口法兰必须与料仓轴垂直,以实现破拱轴和料仓的同轴运行。
-料仓圆锥尺寸须与提供给SODIMATE的信息一致。
-料仓法兰到地面高度应下图中(L)一致。
- 须由 2 名佩戴防护手套和安全眼镜的操作人员完成该安装
- 根据SODIMATE提供的信息制造法兰
称重给料系统厂家的电话是多少?
将震动器安装在料仓下部,震动器的控制程序由自动触发和手动触发两种情况组成,自动触发主要是在料位计认为物料流动或是重量减少,料仓粉料储存不足,发出信号时,激发震动器,震动器的震动频率和震动的时间间隔是可提前预设的,震动器的主要作用是为了解决物料在仓内易形成“搭桥”、“打井”“粘壁”的现象,通过震动器将物料震动抖落入料仓,手动装置的设定是为了及时发现和解决问题,在发现“打井”“粘壁”现象的时候,工作人员能够及时处理解决。
北京称重给料系统价格是多少?江苏购买称重给料系统
哪家称重给料系统的质量好?小袋称重给料系统代理商
1.骨料集料仓及带式输送机的维护保养
1.1骨料集料仓
(1)根据搅拌站的使用情况,每月检查耐磨衬板及压板螺栓的磨损情况,并对已损坏的衬板及螺栓进行更换。
(2)搅拌站使用时,每天检查集料仓上所有传感器的上支座螺母锁紧情况,以后改为每周检查。
(3)每班前必须检查卸料门气缸开启或关闭是否自如,检查气缸缸体螺栓杆上的两支磁性开关指示灯是否正常工作。
1.2带式输送机
(1)在运行前检查电动滚筒内润滑油量及透气螺塞是否更换,油量以滚筒半径的2/3为宜,滚筒***工作300小时后更换筒内润滑油,以后每隔5000小时换油一次。推荐用油标准:L-CKC68工业闭式齿轮油。
(2)皮带机必须空载启动,***使用或电力系统维修后应检查输送带的运送方向是否正确。
(3)输送带的寿命磨损大多为跑偏、击穿损伤等人为因素造成,因此应检查输送皮带有无跑偏、皮带与从动辊之间有无异物掉入。如有异常情况应立即断电停机排除,对于张紧辊处有重垂箱的机构,发生皮带跑偏时,应在沙箱里沿跑偏相反方向加重物进行调整。
小袋称重给料系统代理商



