软恢复快速整流管(FRD),旋转整流管(ZX),大功率组合整流元件,普通晶闸管(KP),快速晶闸管(KK),双向晶闸管(KS),逆导晶闸管(KN),可关断晶闸管(GTO),电力晶体管(GTR)发电机旋转励磁整流组件,各种功率单元。这些元件广泛应用于电化学电源,充电电源,电机调速,感应加热及热处理等各种整流、逆变和变频领域。我公司所生产的电力电子器件成功的替代了多种进口器件,实现了自动轧机原器件的国产化;6K、6G、8K、8G电力机车原器件也全部由我公司国产化,使用寿命超过了进口元件。在自动控制方面,我公司成功开发出各种工控板,应用在各种不同的场合,真正形成了控制方式灵活,保护齐全,可靠性高的优势。与模块结合开发了智能模块。广泛应用于不同行业各种领。在散热器方面公司成功开发了,通过努力已进入了国内的输变电行业、机车行业所需的**市场。正高电气具备雄厚的实力和丰富的实践经验。临沂晶闸管模块厂家

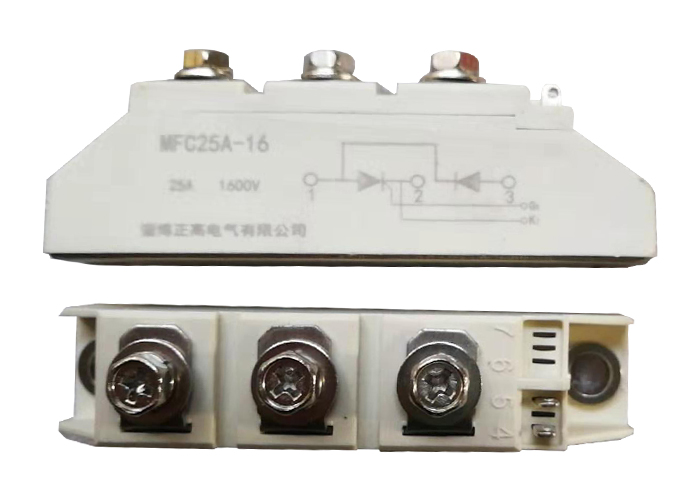
所述铜底板3上涂覆有硅凝胶,所述硅凝胶对所述导电片9、第二导电片10、瓷板11进行包覆固定。从而,所述铜底板3通过所述硅凝胶实现对位于其上的导电片9、第二导电片10、瓷板11进行固定。所述第二晶闸管单元包括:第二压块12、第二门极压接式组件13、第三导电片14、钼片15、银片16、铝片17。其中,所述第二压块12设置于所述第二门极压接式组件13上,并通过所述第二门极压接式组件13对所述第三导电片14、钼片15、银片16、铝片17施加压合作用力,所述第三导电片14、钼片15、银片16、铝片17依次设置于所述铜底板3上。为了实现所述第三导电片14、钼片15、银片16、铝片17与铜底板3的固定连接,所述铜底板3上涂覆有硅凝胶,所述硅凝胶对所述第三导电片14、钼片15、银片16、铝片17进行包覆固定。从而,所述铜底板3通过所述硅凝胶实现对位于其上的第三导电片14、钼片15、银片16、铝片17进行固定。进一步地,所述接头4包括:螺栓和螺母,所述螺栓和螺母之间还设置有弹簧垫圈和平垫圈。相应地,所述第二接头5包括:第二螺栓和第二螺母,所述第二螺栓和第二螺母之间还设置有弹簧垫圈和平垫圈。所述第三接头6包括:第三螺栓和第三螺母。重庆小功率晶闸管模块组件正高电气公司在多年积累的客户好口碑下,不但在产品规格配套方面占据优势。
焊机晶闸管模块故障维修1、松下焊机晶闸管模块的型号及组成结构:松下焊机维修KR1系列焊机模块型号见下表;2、松下焊机模块的测量模块的阴阳极电阻一般为兆欧极,阴控极电阻为几欧至十几欧。测量方法如下图所示:KR1系列焊机模块阴控极阻值见下表:另外请注意:在焊机上测量模块阴控极电阻时,需将与其相连的触发信号线拔下:测量阴阳极的电阻时,也需将与其相连的主电缆拆掉。模块故障简介:(1)阴控极或阴阳极断路:如果某一组晶闸管的阴控极断路或阻值变**于几十欧),该组晶闸管就不能被触发:而某一组晶闸管的阴、阳极发生断路时,即便有触发信号,该组晶闸管也不能导通。以上两种情况会造成焊机输出缺相,所表现出的现象为:空载电压低,焊接时焊机发生振动,并发出很大的噪声。(2)阴控极或阴阳极断路:当某一组晶闸管的阴、控极发生短路时,会同时造成改组晶闸管的阴阳极击穿。如果*有一组晶闸管4穿,在交流接触器吸合但未进行焊接的情况下,主变压器次级会通过主电路中的电阻R2形成回路,此时主电路中有电流产生,电流表电压表有指示。如果一个模块中有两组以上的晶闸管击穿的话,会造成主变压器次级短路。当交流接触器吸合后。
即俗称底板是否带电。绝缘型的模块多用在交流焊机中,如应用于点焊、电阻焊机中的晶闸管模块MTX系列;应用于CO2气体保护焊机、WSM普通焊机等MTG系列模块。各焊机应用晶闸管模块在下表中简述:整机种类使用模块常见主回路形式电路特点S可控硅直流氩弧焊机MFG单相全波整流CO2气保焊机MDG双反星并联(带平衡电抗器)CO2气保焊机MTG双反星并联(带平衡电抗器)逆变焊机变频器MDCMDQMDS单相或三相整流桥点焊机MTXMTC电子开关三、CO2焊机**晶闸管MTG模块:l模块内部电路图:l焊机**MTG模块特点简介:²MTG模块是由三只共阳极晶闸管封装在一起的模块化结构组件。模块内管芯参数针对焊机特点专门设计,额定结温高、通态压降低、通流和过载能力强动态性能的一致性好、耐疲劳性强,免除螺栓式晶闸管装机前参数挑选和配对的难题,提高工效。²焊机目前正朝模块化方向发展,而且由于装配,调试,维修简单;整机装置美观大方等优点;能明显地提升焊机品位,因此模块应用会越来越。l适用焊机典型主回路形式:适用于双反星并联带平衡电抗器电路l焊机额定输出电流对模块的选择:见下表焊机型号适用主回路焊机额定输出电流MTGMTG。正高电气运用高科技,不断创新为企业经营发展的宗旨。

电焊机在进行各种金属焊接时,根据焊接工艺的不同,对焊接时电弧的电压和电流有不同的要求,因此需要各种不同特*流或直流电源。例如,在点、凸、峰焊、电阻焊时需要调节焊接隔离变压器原边的电压大小(相控调压或改变通过的周波数量),属于晶闸管应用于交流调压;在各种氩弧焊、CO2气体保护焊中需要的是直流电源或交直流方波电源。交流应用时,反并联的晶闸管串接在主回路中,直流调压应用时,晶闸管可以组成单、三相全控或半控或双反星型电路。改变晶闸管的导通角或控制晶闸管的开关时间即可达到调节焊接电压和电流的目的。尤其是近几年来,CO2气体保护焊机发展比较迅速,据报道,发达国家这种焊机占到百分之六十或七十的比例,我国该焊机所占比例很低,也就百分之二十左右。目前,国内CO2气体保护焊机有可控和不可控两种,根据所用器件进行区分。采用整流的即为不可控;采用晶闸管整流的即为可控。全国以成都、广州及华东地区发展比较快。所选用的器件大部分是螺栓式晶闸管或二极管占有的比例也很大,其次是日本产的焊机**整流模块。二、电焊机晶闸管模块分类及应用:电焊机中用的晶闸管模块按模块散热底板与电极是否绝缘可分为绝缘型和非绝缘型两种。正高电气锐意进取,持续创新为各行各业提供专业化服务。西藏反并联晶闸管模块哪家好
正高电气以诚信为根本,以质量服务求生存。临沂晶闸管模块厂家
VDRM)的计算:由公式:Ud=考虑两倍的选择余量后VRRM;VDRM=2xxU2=2x因此选择耐压200V-300V的器件足够。2、器件额定电流IT(AV)的计算:由于该线路相当于两组三相半波整流电路的串联,根据公式:Ie=:Ie=(此值为交流有效值)折算为平均值IT(AV)=Ie/考虑选型需按IT(AV)=()IT=232A()=348A-462A显然,目前没有如此大电流的模块,应建议客户采用400-500A的平板式可控硅为宜。以上两种线路对器件耐压和通流能力的要求是不一样的。后一种线路对器件耐压要求比前一种线路低一倍,但通流能力要求大两倍。四、使用模块产品注意事项:l电力半导体模块属于温度敏感性器件,使用时必须安装于散热器上。安装前首先用酒精将模块底板和散热器表面擦拭干净,待自然干燥后,在模块底板上均匀涂上(采用滚柱来回滚动涂抹)导热硅脂,导热硅脂刚好能够覆盖整个底板和散热器。安装之后可从散热器上取下模块,检查模块底板整个区域是否完全沾润。l手册中额定电流[IT(AV)、IF(AV)]是在规定散热器、强通风冷(风速6m/s)和额定壳温Tc和纯阻性负载下得出的。若使用条件发生变化(如感性负载)额定电流就会下降。l散热器与模块接触面应平整,散热器的平面度≤(1),确保良好的热传导,电极与铜排连接时。临沂晶闸管模块厂家
淄博正高电气有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在山东省淄博市等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**正高电气供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!




