虎钳如何正确安装在机床工作台上(一)
虎钳应该是全世界使用范围**广的夹具了。通用性高,价格实惠,而且样式和尺寸齐全,对于经常和我们打交道的工具,随着经验的积累,我们有些必要的安装过程也会明显的加快。
安装和校直的工作,需要事先准备,因为在大部分的车间,这些东西通常都会出现在不同的位置。
比如说清理切屑用的刷子,可能在你看得见的地方,而防锈油却需要你花点时间在车间里寻找……
所以为了工作效率,你需要事先找齐所有东西,等到需要用的时候,你能轻易的拿到,而不是把调试的时间浪费在找工具上。
在清理机床时,防护手套是必要的,机床里的切屑很锋利,冷却液也很容易造成打滑,不带手套很容易出现安全事-故。
元骏精密虎钳,原装进口!千岛拓新,诚信推荐!南京AVQ倍力增压式虎钳
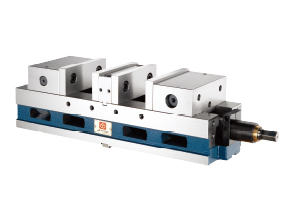
双鵰式虎钳/ALD-60G/HV
双夹持机构-双开口可自由调整并同时夹持两个大小不同之工件,且提供六种不同夹持方式。
**夹持力自动补偿机构与手动开口定位机构使其在同时夹持相同或是不相同工件时夹持力相同,防止工
件变形与倾斜。
向量式(LOCKWELL)专利设计,使工件产生向下压力效果,以消除传统虎钳操作时所产生的倾斜与偏向。
虎钳本台使用强而有力的球状石墨铸铁FCD-60(80,000PSI)抗张力强,不易变形;本台滑动面均经高週波
硬化热处理HS65°以上,强化滑动面的耐磨性与精度;钳口均採用S50C材质,再经渗碳热处理使其硬度
达HRC54°以上。

虎钳种类
虎钳的规格以钳口的宽度表示,有100mm、125mm、150mm等。虎钳是用来夹持工件的通用夹具,按固定常用的有固定式和回转式两种;按外形功能分:有带砧和不带砧两种。
虎钳中有两种作用的螺纹:①螺钉将钳口固定在钳身上、夹紧螺钉旋紧将固定钳身紧固——连接作用;②旋转丝杠,带动活动钳身相对固定钳身移动,将丝杠的转动转变为活动钳身的直线运动,把丝杠的运动传到活动钳身上——传动作用,起传动作用的螺纹是传动螺纹。圆柱外表面的螺纹是外螺纹,圆孔内表面的螺纹是内螺纹,内外螺纹往往成对出现。
虎钳的校直
数控加工做的多了,虎钳肯定用的不少,在工具都已经准备好,机床的工作台也清理完成后,加工前的重头戏就是校直虎钳了:
安装前清扫完全工作台
选择合适的工具,如氧化铝石块的精细面打磨/检查工作台毛刺,对虎钳接触面也做同样处理
使用RP防锈剂防止打磨后的工作台生锈
保留两个固定螺栓的一个,进行虎钳较直-
利用指针来回多次较直以后,再进行锁紧
对虎钳在机床内的各轴行程进行测试,确保不与机床产生碰撞
一般我们直接将虎钳放在机床的工作台上很可能是歪的,这就需要我们对虎钳的位置进行调整。有的虎钳需要2个螺栓固定,有的需要4个压板固定,虽然固定的方式不同,但调整的原理基本一样。首先,稍稍锁紧左右的2个螺栓/压板,然后松开其中的一个。接着用校表先靠在螺栓锁紧的那一侧,用手轮移动Y轴,在确认校表的球头部分与虎钳的钳口接触后,调整校表的表盘,让校表的指针指向“0”。然后摇动手轮移动X轴,在移动的过程中,如果看到读数越来越大,而且很可能会超过校表的行程,可以一边移动,一边用橡胶锤敲击虎钳靠近手柄的地方,对虎钳的位置进行调整。如果读数越来越小,则不用担心,可以在移动到钳口的另一侧时再做调整。

虎钳的使用方法
虎钳在钳台上安装时,必须使固定钳身的工作面处于钳台边缘以外,以保证夹持长条形工件时,工件的下端不受钳台边缘的阻碍。回转底座的中间孔应该朝里边,这样钳工桌更受力,不至于压坏钳工桌。在钳桌装上台虎钳后操作者工作时的高度比较合适,一般多以钳口高度恰好与肘齐平为宜,即肘放在台虎钳比较高点半握拳,拳刚好抵下颚,钳桌的长度和宽度则随工作而定。
注意事项
(1) 夹紧工件时要松紧适当,只能用手板紧手柄,不得借助其他工具加力。
(2)强力作业时,应尽量使力朝向固定钳身。
(3) 不许在活动钳身和光滑平面上敲击作业。
(4) 对丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。 元骏虎钳,宝岛技术,千岛拓新诚意推荐,您的推荐配置!大连精密虎钳质量推荐
一握千岛拓新手,永远是朋友!南京AVQ倍力增压式虎钳
千岛拓新公司经营范围
产品描述:千岛油压卡盘、油压回转缸、气压卡盘、钢壳卡盘、超薄型卡盘、手动卡盘;千鸿卡盘;丽勋顶针;潭兴、宝嘉诚电脑数控分度盘、油压等分精密分度盘;元骏精密油压虎钳、机械虎钳、精密气压虎钳;昱暐标准化治具;瑞亚切屑液净化机、底屑过滤循环机、油雾回收机;绅纲工程有限公司特殊动力卡盘、大尺寸动力卡盘、油压回转缸等高精密产品;德国ZERO CLAMP零点定位及自动化系统等。
经营范围:机电设备,五金交电,钢材的批发及进出口业务;机械生产加工(涉及国家规定实施准入特别管理措施的除外)**(依法须经批准的项目,经相关部门批准后方可开展经营活动);专业设计生产数控车床、加工中心夹具,提供快捷的售前、安装和售后服务。 南京AVQ倍力增压式虎钳








