灌胶机**常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。
出胶大小不一致当出胶不一致时主要为储存流体的压力筒或空气压力不稳定所产生。进气压力调压表应设定于比厂内比较低压力低10至15psi,压力筒使用的压力应介于调压表中间以上的压力,应避免使用压力介于压力表之中低压力部分。胶阀控制压力应至少60psi以上以确保出胶稳定。***应检查出胶时间.若小于15/1000秒会造成出胶不稳定,出胶时间愈长出胶愈稳定。 旋臂式灌胶机跟双龙门灌胶机的速度那个**快,所有图形都可以打吗? 解答:速度一样快,都是三轴,图形都可以打。福建灌胶机系列

灌胶机清洗事项:1. 请与胶水供应商承认胶水清洁剂。2. 封闭AB料桶底部阀门。3. 操作设备出胶,将残留在胶阀,高压铁氟龙管,AB泵内部的胶水打出,可调查胶阀出胶口胶量改变,判断内部胶水已排空。4. 封闭设备总电源。5. 拆开料桶底部胶管,翻开阀门,将料桶剩余胶水排出。6. 封闭料桶底部阀门,将适量清洁剂倒入料桶,将桶壁与桶底剩余的胶水彻底清洁洁净。7. 翻开料桶底部阀门,将污水排出,料桶不行有残渣。8. 拆下AB泵,将泵内部胶水整理洁净(需受过拆装泵练习人员操作此项)。9. 将洁净AB泵装回原位,与料桶胶管从头接上。10. 替换高压铁氟龙管。11. 倒入新胶水。12. 敞开设备,点动出胶3~5分钟,承认胶水出胶正常。13. 从头分配AB胶水比例。依照上面过程,将全部机器清洁洁净,再换胶水去灌胶通常是不会出现质量疑问的。湖南灌胶机应用pu灌胶机会根据使用的两种胶水按照比例进行均匀调整混合,使胶水的粘合效果显得更好。

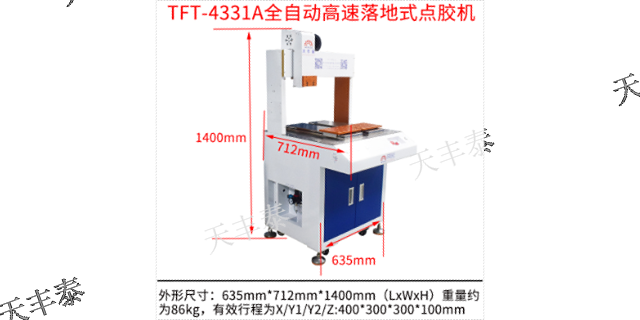
灌胶机主要用于产品工艺中的胶水、油以及其他液体的粘接、灌注、涂层、密封、填充,自动化灌胶机能够实现点、线、弧、圆等不规则图形的灌胶。
灌胶机的分类
控制操作类型分类国内灌胶机控制操作模式主要有两种,分别为触摸屏控制和计算机控制两种:
一、触摸屏控制
内嵌式触摸屏,控制灌胶混合的比例、胶量大小和出胶速度;二、计算机控制
计算机控制面板来设定相关的灌胶路径,简单快捷,透过视觉系统清晰可见灌胶走位是否偏差,以便尽快处理,保证灌胶产品质量 [1] 。
购买灌胶机认清自己购买的原则,深圳天丰泰在这里分享一下几点:
1. 胶水:双组份胶水用灌胶机,如环氧树脂AB胶,PU胶,硅胶。单组份胶水用点胶机
2、灌胶工艺:批量不大的灌胶使用半自动(比如脚踏控制),大批量的及灌胶轨迹不规则的则选用三轴运动平台的灌胶机,灌胶机自动完成设定的轨迹。
3成本:灌胶方案多种多样,并非所有的灌胶都需要使用机器,从成本考虑,如果某种胶水需要用太高价位机器,可以考虑更换胶水。 灌胶机出胶大小不一致:避免使用压力介于压力表之中低压力部分,胶阀控制压力至少60psi以上。

齿轮计量系统灌胶机的有关知识:
齿轮泵的工作原理当一对齿轮在泵体内做啮合传动时,啮合区前边空间的压力降低而产生局部真空,液池内的液体在大气压作用下进入泵体低压区内的进液口,随着齿轮的传动,齿槽中的液体不断被带至后边的出液口把液体压出,从而提高液体的压力,将液体送至灌胶机混胶头部位。
在双组分灌胶系统,根据系统的不同误差的类型也有差异。灌胶系统的区分组要是根据计量方式,主要分为三大类:柱塞泵、齿轮泵和螺杆泵。
灌胶机维护保养: 每星期清洗一次过滤网。福建灌胶机宣传
灌胶机的选择:PU胶使用PU胶灌胶机。福建灌胶机系列
现有的灌胶工艺过程如下:
1,将工装与定子绕组接触的表面及定子绕组金属内壁均匀涂抹润滑脂,起脱膜作用
2,形成装配体
2,对装配体做灌胶征理
3,特胶水固化干燥后,拆卸工装
据了解,目前灌胶工艺存在以下缺点;
1、工装共5件,结构复杂,拆装不方便;
2、涂抹脱模剂操作复杂,需要大量的人力,而且脱模剂的消耗很大,现场工作环境不良
3、在工装拆卸过程中,容易磕伤造成装损伤;
4、脱模剂部分粘胶,造成清洁时间培加,而且容易造成定子绕组灌胶密封不完全,导致需要重新灌胶密封厂商对灌胶工装作了针对性调整,改善了产品质量。 福建灌胶机系列
深圳天丰泰科技股份有限公司位于沙井新桥街道赛尔康大道73号鑫丰源工业园C栋。公司业务涵盖点胶机,灌胶机,螺丝机等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造***服务体验,为客户成功提供坚实有力的支持。