- 品牌
- 上海蔚亚
(1)强制性国家标准
《洁净室施工及验收规范》(GB 50591- 2010)
《洁净厂房设计规范》(CB 50073- -2013)
《电子工业洁净厂房设计规范》(GB 50472- -2008 )
《医药工业洁净厂房设计规范》(GB 50457- -2008)
《生物安 全实验室建筑技术规范》 (GB50346- 2011)
《实验动物设施建筑技术规范》(GB 50447- 2008)
《医院洁净手术部建筑技术规范》(GB 50333- 2013)
《通风与空调工程施工质量验收规范》(GB 50243- -2016)
(2)推荐性国家标准
《医药工业洁净室(区)悬浮粒子的测试方法》( GB/T 16292- -2010)
《医药工业洁净室(区)浮游菌的测试方法》(GB/T 16293- 2010)
《医药工业洁净室(区)沉降菌的测试方法》(GB/T 16294- -2010)
《空气过滤器》( GB/T 14295- 2008 )
《高效空气过滤器》(GB/T 13554- 2008 )
《高效空气过滤器性能试验方法效率和阻力》 (GB/T 6165 -2008)《核级高效空气过滤器》(GB/T 17939- -2008)
洁净室环境沉降菌菌落数测试——上海蔚亚科技。广东洁净室环境检测规范性强

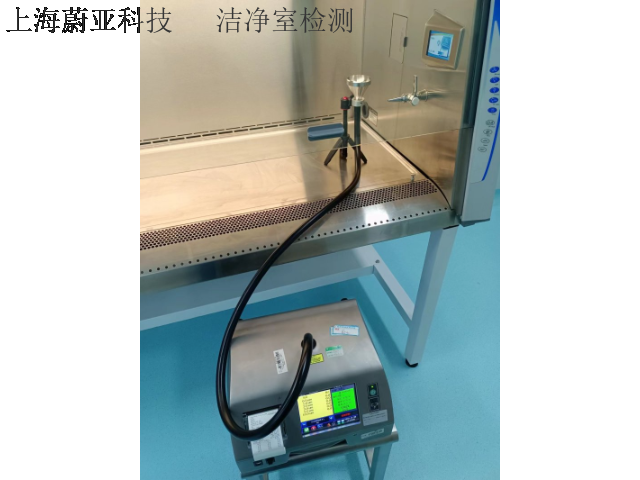
高效过滤器在检漏前,应检测上游气溶胶浓度是否达到要求。市场上常见的光度计在进行高效过滤器检漏时,上游气溶胶的质量浓度需要能够达到20 .80 μg/L为了保证下游数据不受环境影响,高效过滤器下游出口应设置临时的围挡或软帘。过滤器下游出风面在可以逐点扫描的情况下,能够测得高效过滤器任何位置包括边框的泄漏率,少量生产设备的高效过滤器位于设备内部无法进行逐点扫描,此时只能在设备出风口检测过滤器的整体泄漏率。
在下游扫描时,扫描速度应在5~8 m/s。
上海消毒液净化车间环境检测哪家好蔚亚科技专业检测具备CMA国家检测资质。

洁净室压差的基本概念及检测意义
洁净室的压差就是洁净室与周围空间必须维持的静压差,必要的压差是控制漏气方向的手段,是正常工作的基本条件。微电子行业的洁净室为了保证洁净度,不允许低洁净度的空气向高洁净度区域泄漏;菌落实验室或传染病房,不允许室内空气向室外泄漏。
为了控制区域之间的漏气方向,对于区域之间的气压差有较严格的要求。一般要求洁净室内的气压高于室外,或要求高级别洁净室的气压高于低级别的洁净室,或要求室内的气压低于室外。工业洁净室和般生物洁净室都采用维持正压。对于使用有毒、有害气体或使用易燃易爆溶剂或有高粉尘操作的洁净室,生物洁净室以及其他有特殊要求的生物洁净室需要维持负压。所以,测定宿净室的气压差很重要。
压差检测的目的是测定洁净室的静压差,它可以是正压或负压,以防止洁净室内(外)气流间被污染。当不同空气洁净度等级或产品生产I艺性质不同的房间之间按规定维持一定的静压差时,相邻洁净室之间如果静压差过大或因建造原因带来的缝隙,将会造成空气泄漏,严重时会使洁净室内的气流紊乱,所以洁净室之间的静压差范围一般为5~20Pa, 并应采取可行的技术措施控制洁净室之间的静压差。
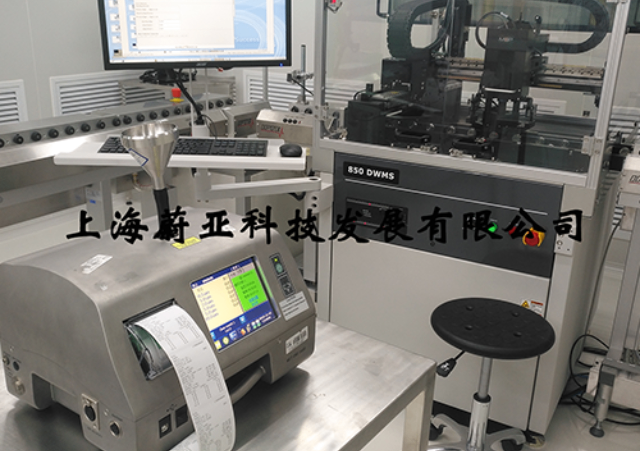
使用粒子计数器进行洁净室洁净度检测
操作准备
检测前应对洁净室及其空气净化系统进行彻底的清洁,应验证洁净室或洁净区白各方面设施都是完备的,而且运行正常,符合设计的技术性能要求。在洁净度检测自应先完成其他检测工作(一般包括送风量检测、压差检测、隔断结构气密性检测、品效过滤器完整性检测)。
操作步骤
步骤1采样点的确定
计算房间面积,根据规范确定采样点数量,并将采样点均匀分布在整个洁净室或洁净区内,并根据实际情况绘制采样点布置图。采样点一般布置在离地0.8m 的水平面上,若采样点在洁净工作台上,则- -般布置在工作台面上0.2m的水平面上。
步骤2仪器的安装
将仪器放置在采样点位置,拔下取样口的保护套,用皮管连接取样口和采样头,连通电源,按“电源键”开机。
步骤3自净
将自净器插在采集口上,点击采样图案,然后点击“开始”进行自净,直到仪器计数显示为0 (10 min之内)。
步骤4洁净度检测
自净完成后,将仪器放在1个点位,开始进行采集,直至第1个点所有次数全部检测完成,将仪器移至第二个点,重复直到***点的所有次数全部测完。 检测结束后,将仪器进行自净后再关机,自净操作和步骤三一致。 蔚亚科技以先进的检测仪器和设备、雄厚的专业技术力量和完善的质量保证体系。

沉降菌测定法:
沉降菌指落在地面或物体表面的灰尘中携带的细菌。在无菌操作台开启的状态下,取内径90毫米的无菌培养皿若干,无菌操作分别注入融化并冷却至45℃的营养琼脂培养基越15毫升,倒置于30~35℃培养箱培养48小时,证明无菌后备用。
将已铺有营养琼脂培养基的培养皿放在指定区域距地面约1米的规定处(一般每10平方米放置一个平皿),在空气中暴露30分钟,采集沉降菌,盖好平皿盖儿,置30-35℃培养箱内培养48小时,取出计数,车间内应为操作状态。检测沉降菌数量,每碟小于或等于10个,便能达到10万级净化车间标准。
保持仪器设备满足预期要求。辽宁实验室环境检测方便客户蔚亚作为洁净室检测第三方,针对洁净室检测项目不达标出现的常见问题以及产生的原因,在此与大家分享。广东洁净室环境检测规范性强
因为空气总是从压差高的地方流向压差低的地方,所以,我们必须保证洁净度越高的房间压差越高,洁净度越低的房间压差越低,这样,当洁净室在正常工作或房间的密闭性受到破坏时(比如开门),空气都能从洁净度高的区域流向洁净度低的区域,使高洁净级别的房间的洁净度不受到低级别房间的空气的污染和干扰。因为这种污染和交叉污染是无形的,被很多人所忽视的,同时,这种污染又是非常严重的、不可逆转的,一旦被污染,后患无穷。
所以,我们把洁净室的空气污染列为仅次于'人的污染”的“第二大污染源”。有人说这种污染可以通过自净来解决,但是自净需要时间,瞬间如果污染到了房间的设备设施、甚至已经污染到了物料,自净是没有任何作用的。所以,保证压差控制的必要性显而易见。 广东洁净室环境检测规范性强

洁净室检测中的温湿度波动对工艺的影响评估温湿度波动可能导致不同行业的工艺异常,需通过检测数据量化其影响程度。在电子芯片制造中,相对湿度每波动10%,静电放电(ESD)发生率增加20%,可能导致集成电路栅氧化层击穿;在生物制药中,温度每升高2℃,冻干制剂的水分残留量增加5%,影响产品稳定性。检测时需在工艺设备附近布置高密度测点(如每台光刻机旁设置1个温湿度传感器),连续监测72小时捕捉极端波动情况。影响评估包括:工艺参数敏感性分析(如确定产品关键质量属性对温湿度的耐受范围)、设备适应性验证(如确认空调机组在设定公差内的调节能力)、历史数据对比(分析同类产品批次的不合格率与温湿度波动的相关性)。当...
- 江苏洁净室检测服务至上 2026-04-14
- 江苏生物安全柜检测方便客户 2026-04-14
- 辽宁实验室检测哪家好 2025-06-13
- 北京排风柜检测诚信推荐 2025-06-13
- 口罩生产车间环境检测哪家好 2025-06-13
- 湖北洁净室检测哪家好 2025-06-13
- 江西消毒液净化车间环境检测方便客户 2025-06-13
- 山东消毒液净化车间环境检测服务至上 2025-06-13
- 安徽电子厂房环境检测值得推荐 2025-06-13
- 山东电子厂房环境检测优化价格 2025-06-13


- 浙江国内检测服务至上 2025-06-12
- 安徽电子厂房环境检测规范性强 2025-06-12
- 辽宁实验室环境检测方便客户 2025-06-12
- 上海洁净室检测诚信推荐 2025-06-12
- 湖北洁净工作台检测服务至上 2025-06-12
- 浙江排风柜检测方便客户 2025-06-12



- 衢州风管漏风量检测公司 04-14
- 安徽洁净室检测技术好 04-14
- 北京消毒液净化车间环境无尘室检测频率 04-14
- 江苏尘埃粒子无尘室检测服务至上 04-14
- 淮安项目风管漏风量检测价格 04-14
- 青浦区工程风管漏风量检测服务 04-14
- 绍兴项目风管漏风量检测第三方检测机构 04-14
- 湖州工程风管漏风量检测标准 04-14
- 江苏洁净室检测服务至上 04-14
- 江苏生物安全柜检测方便客户 04-14